- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
木材烘干过程中的能耗成本是企业关注的重点之一。我们的智能控温木材烘干窑,配备先进的 PLC 控制系统,能根据木材种类、初始含水率等参数,自动生成比较好烘干曲线,并实时优化运行参数。通过智能调节燃烧器或加热器的工作状态,避免能源浪费。与传统烘干窑相比,可节省 20% - 30% 的能源消耗,长期使用能为企业降低运营成本,同时保证烘干效果的一致性。对于偏远地区的木材加工厂,电力供应可能不稳定,我们的生物质能木材烘干窑能很好地解决这一问题。该设备以木屑、秸秆等生物质燃料为能源,燃料来源且成本较低。其燃烧系统设计高效,燃烧充分,热效率高,能为烘干窑提供稳定的热源。设备配备自动进料装置,减少人工添加燃料的频率,操作便捷。即使在电力供应不足的情况下,也能保证木材烘干作业的正常进行。木材烘干窑的烘干效率与哪些因素有关?丽水杉木木材烘干窑设备厂家

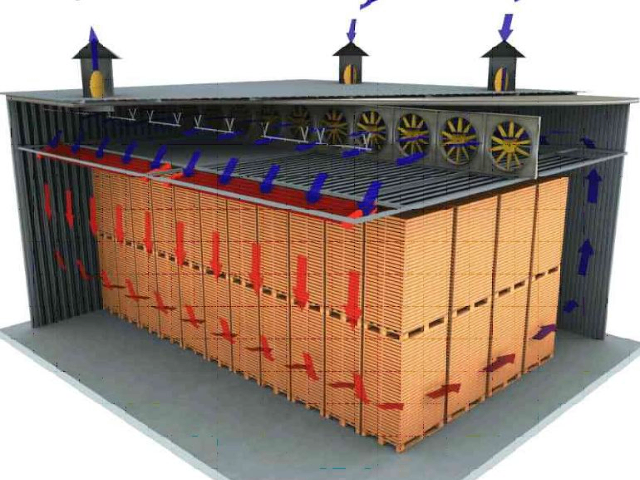
结构与工作原理主要结构窑体:提供密闭空间,用于容纳待干燥的木材。加热系统:利用热能介质如蒸汽、热风等加热空气,提高窑内温度,为木材干燥提供热量。调湿系统:通过控制进排气道,调节窑内空气湿度,满足木材干燥过程中对湿度的要求。气流循环系统:通过风机等设备,使窑内空气循环流动,确保木材受热均匀,提**燥效率。控制系统:根据木材干燥工艺要求,自动调节加热、调湿和气流循环等参数,确保木材干燥质量。工作原理:木材干燥窑通过加热系统提高窑内温度,利用调湿系统控制窑内湿度,并通过气流循环系统使窑内空气循环流动,从而使木材中的水分蒸发并排出窑外,达到干燥的目的。丽水杉木木材烘干窑设备厂家木材烘干窑能否实现连续作业?

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:加热系统故障加热温度不足:可能是加热管损坏,部分加热管无法正常工作,导致加热功率下降;或者是加热管表面结垢严重,影响热量传递;也可能是燃料供应不足,如燃气管道堵塞、燃油泵故障等,导致燃烧不充分,无法提供足够的热量。温度不均匀:烘干窑内不同位置的温度差异较大,可能是加热管分布不合理,或者是窑内空气循环不畅,导致热量无法均匀分布;此外,木材堆放方式不当,也会影响热量传递,造成局部温度过高或过低。
单板和薄木片的烘干需要更加精细的控制,否则易出现卷曲、开裂等问题。我们的单板烘干窑,采用低温大风量的烘干方式,温度设定在 40 - 60℃,风速可根据单板厚度进行调节。窑内输送带采用防粘材质,避板在输送过程中受损。对于厚度 0.3 - 2mm 的单板,烘干后平整度高,含水率均匀,能很好地满足贴面、胶合等后续加工工序的要求,提高单板的利用率和产品质量。环保理念在木材加工行业日益深入人心,我们的节能型木材烘干窑在设计上充分体现了这一点。该设备采用余热回收装置,可将排出的湿热空气中的部分热量回收利用,热能利用率提升 30% 以上。同时,配备高效的废气处理模块,减少烘干过程中挥发性有机物的排放,符合环保排放要求。无论是处理硬木还是软木,都能在保证烘干质量的前提下,降低单位能耗,帮助企业实现绿色生产。木材烘干窑的内部结构是怎样的?

不同地区的气候条件对木材烘干窑的使用效果也会产生一定影响,因此在选择和使用木材烘干窑时,需要结合当地的气候特点进行调整。例如在南方多雨地区,空气湿度较高,木材在储存和运输过程中容易吸收空气中的水分,导致初始含水率偏高。针对这种情况,在使用木材烘干窑时,需要适当延长预热阶段的时间,提高初始烘干温度,加快木材表面水分的蒸发速度,同时加强排湿系统的运行,及时排出烘干窑内的湿热空气,避免湿气在窑内积聚影响烘干效果。而在北方干燥地区,空气湿度较低,木材水分蒸发速度较快,此时则需要适当降低烘干温度,减缓升温速率,同时增加加湿装置的使用频率,保持烘干窑内一定的湿度,防止木材因水分蒸发过快而出现表面开裂的情况。此外,在寒冷的冬季,北方地区的气温较低,烘干窑的加热系统需要消耗更多的能源来维持设定的烘干温度,因此可以选择带有保温层的烘干窑,减少热量散失,降低能源消耗。木材烘干窑的操作人员需要接受哪些培训?金华导热油木材烘干窑含水率
木材烘干窑在烘干过程中如何避免木材开裂?丽水杉木木材烘干窑设备厂家
实时监测与调整关键参数监控:每 1-2 小时记录窑内温度、湿度,确保与设定值偏差不超过 ±2℃(温度)和 ±5%(湿度)。定期(如每天)抽取样本测量木材含水率,当含水率下降速度过快(如硬木每小时超过 0.5%),需降低温度或提高湿度;若下降过慢,可适当升温或减少湿度。异常情况处理:若局部温度过高(如某区域比设定值高 5℃以上),检查气流循环是否受阻(如材堆间隙堵塞),及时调整风机角度或清理通道。若湿度持续偏高且排气无效,检查排气扇是否故障,或确认木材是否存在 “返潮”(如窑体漏水)。丽水杉木木材烘干窑设备厂家
缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13

- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13



- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02