- 品牌
- 康得赛特
- 型号
- 齐全
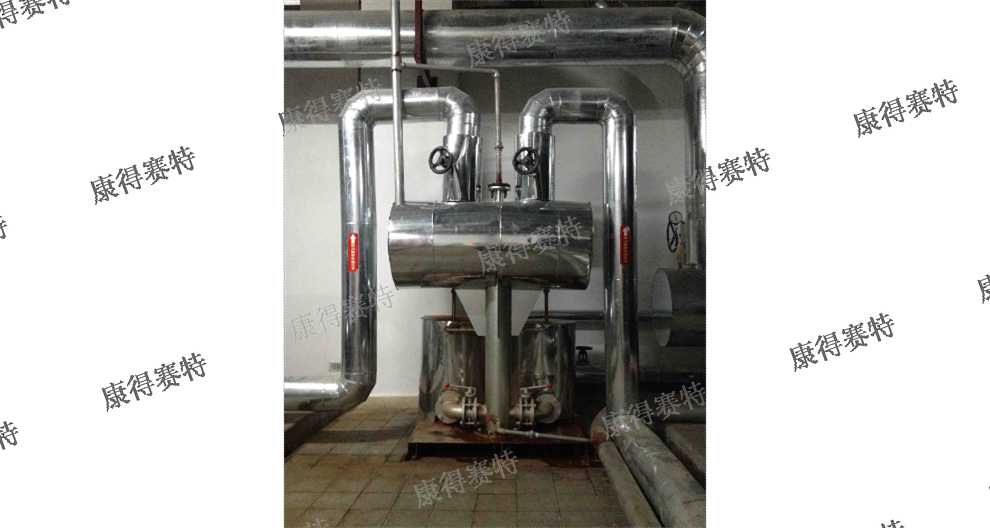
康得赛特CDST型机械泵以蒸汽或压缩空气为动力,通常用于将冷凝水液体提升到高位,在适合的工况下,可直接从闭式真空或有压力的设备中排除冷凝水,与浮球式蒸汽疏水阀组合使用时,可在任何工况甚至是真空状态下从有温度控制的换热器中有效的排除冷凝水。CDST型冷凝水回收装置可选材质为不锈钢。2.2口径和管道连接注;根据现场工况条件进行选型2.3压力、温度限制阀体设计条件比较大动力气体入口压力(蒸汽或其他气体)0.8MPPMO最大工作压力1.0MP@188℃TMO最高工作温度198℃@0.8MP总扬程或背压(静压头加上回收系统内的压力)必须低于动力流体进口压力,总扬程计算如下:高度H(米)*0.0981+回收管内压力(bar)+下游管道内流体摩擦阻力(bar)计算下游管道流体摩擦阻力时,流体流量取实际冷凝水流量的六倍或30000L/H中的较小值。推荐进水高度(以泵盖为基准)0.3M比较低进水高度(以泵盖为基准)0.15M(排量降低)标准泵送液体比重1至0.8单次循环泵排量DN50*8019.3升蒸汽耗量**多20KG∕H空气耗量**多5.6dm3∕S温度耗量(环境温度)-10℃至200℃。
常州康得赛特节能环保技术有限公司主营冷凝水回收装置。云南凝结水回收系统

冷凝水回收具有多维度的重要意义。在水资源层面,随着全球水资源日益紧张,节约用水成为当务之急。冷凝水回收减少了对新鲜水资源的取用,实现了水资源的循环利用,缓解了水资源短缺的压力。从能源角度而言,重新将新鲜水加热成蒸汽需要消耗大量的能源,而回收的冷凝水本身带有一定热量,再次利用时可大幅降低能源消耗,提高能源利用效率,助力可持续发展。冷凝水回收为企业带来了的经济效益。首先,减少了新鲜水的采购费用,企业无需再花费大量资金购买生产所需的水资源,降低了原材料成本。其次,蒸汽生产需要消耗大量的燃料,如煤炭、天然气等,回收冷凝水可减少蒸汽的生产需求,从而降低燃料成本。长期来看,这些节省下来的资金相当可观,能够有效提升企业的竞争力,为企业的发展提供更多的资金支持,用于技术创新和设备升级。山西开式冷凝水回收器工业生产中,回收冷凝水有助于提高水的利用率,避免水资源浪费!

开式冷凝水回收系统的优势在于成本低,其设备和安装工艺相对简单,企业在初期投入较少。日常维护也较为便捷,不需要专业的技术人员和复杂的设备。然而,它也存在明显的缺点。由于与空气直接接触,水中的溶解氧会增加,这容易引发管道的腐蚀,缩短管道和设备的使用寿命,增加维护成本。同时,开式系统无法有效阻止热量的散失,热能损失相对较大,降低了能源的回收利用率。闭式冷凝水回收系统凭借其独特的设计,展现出诸多优势。其良好的密闭性有效减少了热能损失,使冷凝水携带的热能能够得到充分利用,提高了能源利用效率。同时,避免了冷凝水与空气接触,降低了水中溶解氧的含量,减少了管道腐蚀的风险,延长了设备的使用寿命,降低了设备维护和更换的频率,从长期来看,为企业节省了大量成本。
纵向行程滑杆通过销轴固定在限位翻转支架中部,随支架上下滑动。纵向行程滑杆顶部安装阀杆固定板。浮球控制阀门启闭机构通过安装支架固定在主筒体的筒盖上。所述进气切换阀、排气切换阀安装于主筒体的筒盖上。进气切换阀上下纵向排列两个阀座,中间一个进气口,两出气口分别位于筒盖上下两侧,两阀座密封面相向,阀杆上两个半球形阀瓣,阀瓣密封面相背,阀杆在阀座中上下滑动,向上上阀关闭、下阀打开,向下下阀关闭,上阀打开。同样排气切换阀上下纵向排列两个阀座,中间一个排气口,两进气口分别位于筒盖上下两侧,两阀座密封面相背,阀杆上两个半球形阀瓣,阀瓣密封面相向,阀杆在阀座中上下滑动,向上下阀关闭,上阀打开,向下上阀关闭,下阀打开。所诉副筒体筒盖上安装一进气口和一浮球式排气阀,进气口通过密封管路与进气切换阀的上口相连。浮球式排气阀在筒盖上侧的排气口,通过密封管路与排气切换阀的上口相连,副筒体内浮球上升到顶将排气阀关闭,浮球下降则排气阀打开。高温流体连续输送回收装置不需要复杂的仪表控制系统,*需蒸汽或压缩空气作动力,能耗低,输送量大、回收的高温流体不仅有工作压力还保持连续流,是一种适用范围较广的高温流体连续输送回收装置。
安装冷凝水回收设备,要注重维护保养,确保其长期运行。

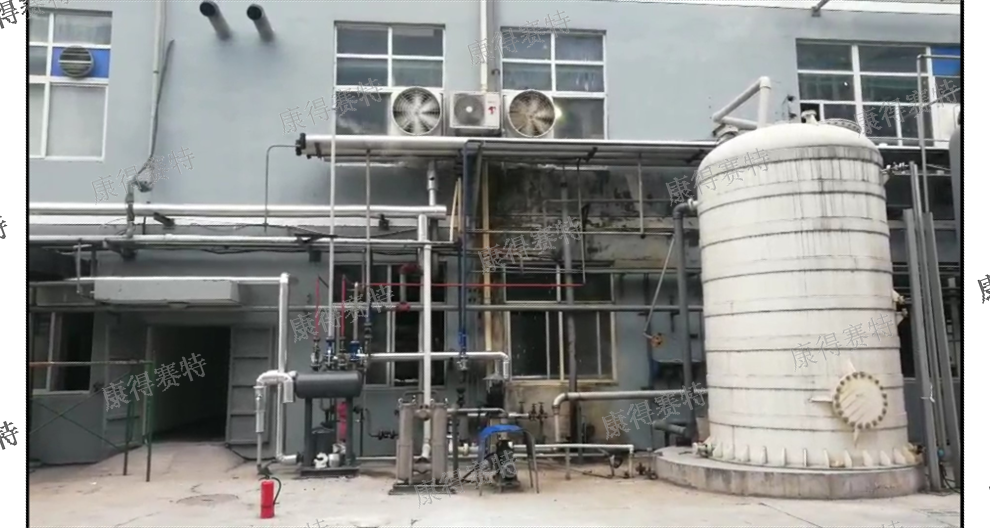
常州康得赛特节能环保技术有限公司一直积极主动地致力于能源回收领域,将先进的技术和质量的产品提供给用户,为用户提供比较好的节能解决方案,以提高能源利用效率,并致力于节能产品的推广和应用,创建绿色的节能环境,努力为我们的社会和生存环境创造比较大价值。现公司已成为一家集设备研发、生产销售、安装调试为一体的综合性企业。由此,康得赛特成为了常州市科技节能产品重点推广项目并成为了新技术推广中心力荐品牌。CDST系列冷凝水气动机械回收组合泵装置广泛应用于石化、印染后整理、水洗、医院医药、木材加工、食品烘干、造纸行业、饮料酿造、建筑楼宇等使用蒸汽能源的行业,为企业节能减排,资源循环利用提供了帮助。
冷凝水回收,让原本废弃的水资源“变废为宝”,创造更多价值.宁夏高温蒸汽冷凝水回收
安装冷凝水回收设备,要注重维护保养,确保其长期运行.云南凝结水回收系统
工业应用实例:化工企业的节能之路某化工企业在冷凝水回收方面做出了成功示范。该企业的生产过程中,蒸汽消耗巨大,产生的冷凝水数量可观。为了实现节能减排,企业引进了一套先进的闭式冷凝水回收系统。回收的冷凝水经过处理后,直接用于锅炉补水,利用其余热,蒸汽生产效率提高了 20%。同时,由于减少了新鲜水的使用和蒸汽的额外生产,每年节约水资源 5 万吨,降低燃料成本 300 万元。不仅如此,设备的腐蚀问题得到有效缓解,维护周期延长,为企业带来了的经济效益和环境效益。云南凝结水回收系统

排除冷凝水从各种换热器设备中排除冷凝水是保证工作效率,稳定并延长设备使用寿命的必然条件,正确有效排除冷凝水可防止:温度控制不稳,产品质量问题,加热面过度腐蚀,水锤、噪音及设备的损坏。不锈钢水槽和框架,法兰冷凝进口,安装方便蒸汽、压缩空气为动力,最大压力可达10.0bar浮球动作机构,无电泵固有的气蚀和机械密封问题,减少维修费用和停机时间。碟片式法兰对夹不锈钢止回阀,高排量,低阻力多种组合泵装置可供选择,DN25/DN40/DN50/DN80/DN100成套单泵组合,DN50/DN80/DN100成套双泵或多泵组合。 蒸汽管道产生的冷凝水,回收再用,是绿色生产的...
- 安徽锅炉蒸汽凝结水回收系统哪家好 2026-05-24
- 青海高温冷凝水回收系统厂家 2026-05-24
- 海南高温蒸汽冷凝水回收设备 2026-05-23
- 江苏锅炉蒸汽凝结水回收装置 2026-05-23
- 陕西高温凝结水回收系统哪家好 2026-05-23
- 湖北高温蒸汽凝结水回收厂家 2026-05-23
- 上海冷凝水回收设备哪家好 2026-05-23
- 湖南开式凝结水回收装置厂家 2026-05-23
- 安徽蒸汽凝结水回收泵 2026-05-23
- 陕西开式凝结水回收装置厂家 2026-05-23


- 四川蒸汽冷凝水回收泵厂家 2026-05-23
- 湖南锅炉蒸汽凝结水回收器 2026-05-23
- 四川高温蒸汽凝结水回收装置厂家 2026-05-23
- 安徽锅炉蒸汽凝结水回收器 2026-04-25
- 广东开式冷凝水回收厂家 2026-04-25
- 四川高温蒸汽冷凝水回收系统哪家好 2026-04-25


- 陕西高温凝结水回收系统哪家好 05-23
- 湖北高温蒸汽凝结水回收厂家 05-23
- 上海冷凝水回收设备哪家好 05-23
- 湖南开式凝结水回收装置厂家 05-23
- 安徽蒸汽凝结水回收泵 05-23
- 陕西开式凝结水回收装置厂家 05-23
- 上海高温蒸汽冷凝水回收器厂家 05-23
- 天津高温蒸汽凝结水回收系统哪家好 05-23
- 海南锅炉蒸汽冷凝水回收设备哪家好 05-23
- 辽宁回收器厂家 05-23