- 品牌
- crocs
- 型号
- YU-2022082405
- 类型
- 压痕模
- 加工定制
- 否
- 产品名称
- 压痕条
- 用途
- 折线压痕
- 外形尺寸
- 700
- 厂家
- 深圳市深华印刷器材科技有限公司
- 规格
- 0.5x1.4/1.6
压印平板粘附纸块造成压痕线爆裂。模切加工生产过程中,脱落下来的边角料粘附在铁板上,也会造成压痕线爆裂。对此,应注意检查和清理,以防止压痕线出现爆裂情况。模切加工压痕钢线刀厚度不适造成压痕线爆裂。对较厚的材料,若釆用的压痕钢线刀厚度过薄,产品压痕处折叠后也容易出现爆裂现象。所以,应根据产品的厚度,选择合适的钢线刀厚度,才能较好地防止压痕线爆裂。压痕线的安装知识:卡纸压痕线的计算方法用于卡纸的压痕线的计算方法:压痕线厚度A≥卡纸厚度(c),压痕线宽度B=1.5c+0.71mm,根据计算结果A×B(mm)选择压痕线规格。 四季通用型压痕条需在高温或低温环境下保持粘附力与耐压性能,避免脱落或性能波动 。甘肃模切纸箱时用压痕条批发厂家
作为印刷后模切的重要材料,压痕线对纸箱进行压痕,型号有重要影响。为了获得完美的压痕,高质量的压痕线是必须的。不可缺少的帮手。但在现的市场上,有许多劣质的压痕线,以次充好。如果每个纸箱厂都选择了劣质的压痕线,很容易造成纸箱压痕。痕迹质量下降,生产效率下降,甚至导致客户退货。给予制造商造成巨大损失。因此,正确选择压痕线,识别压痕线的优缺点。帮助每一个制造商创造更大的收益。如何辨别产品质量,如何辨别产品质量,可以从以下几个方面找到:压痕槽的宽度和高度误差劣质压痕线多为小厂生产,这些小厂一般没有实验。室内进行产品研发和质量监控,产品生产不均匀,精度高。差异,误差很大。例如0.5x1.根据实验,5mm压痕线房间严格测试,劣质压痕线的压痕i宽度范围居然是1.6mm~1.8mm,实际测量值完全不在其标值1.5毫米范围内。品质好的同型号压痕线,压痕槽宽1.48mm~1.53mm,误差可以控在2%以内。另一个例子是压痕槽的高度和劣质压痕槽的高度实际测量值为0.52mm~0.55mm,误差为10%。高质量同型产品,压痕槽高度实测值在0.50mm~0.51mm之间,误差完全控在2%以内。可以看出,劣质压痕线的压痕槽误差大,容易产生一系列质量问题。 浙江模切机用压痕条有哪些压痕条的维护、磨损与更换周期。
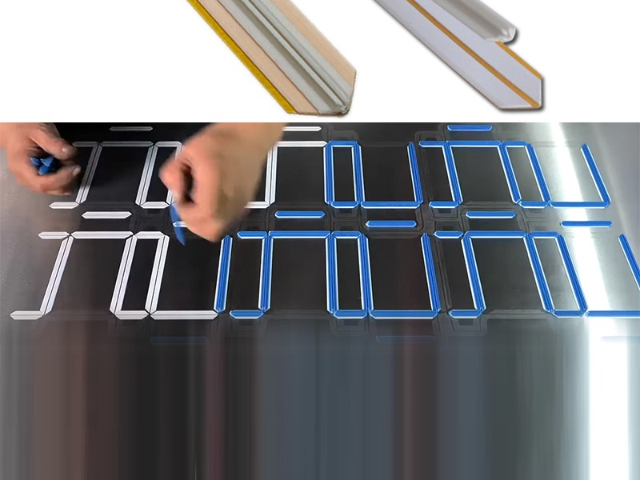
压痕条压痕精度达±0.05mm;线迹光洁无毛边,适配自动模切机;手工刻线灵活但误差±0.3mm;易产生爆色/暗裂;适用小批量异形盒;包装类彩盒成型推荐选用;正确规格压痕条;我们25年专业各种规格;压痕条,反压线加工定制;客户反馈纸箱模切压痕时;出现剪刀口问题;了解到客户用的是双钢线压痕;解决这种剪刀口问题;我们可以将双钢线;加多1条或多条;一般可解决此类问题出现;深圳市深华印材25年专业压痕条,反压线;反压线防爆贴,防爆胶条加工定制。
压痕条是重要的消耗品,会随着生产量的增加而逐渐磨损。主要磨损形式包括刃口钝化、变形、崩口或表面锈蚀。磨损的压痕条会导致压痕质量下降(模糊、变浅、爆线率上升)。定期检查压痕条的状态至关重要。维护包括清洁表面污垢、检查是否有损坏。一旦发现压痕效果不稳定或不符合要求,应及时更换。建立压痕条的使用记录和定期更换计划,是保证持续高质量生产和减少废品率的必要管理措施。压痕条的应用极其广,几乎覆盖所有需要将平面材料精确折叠成立体结构的领域。典型的应用包括:各类纸盒包装(如化妆品盒、药品盒、电子产品盒、食品盒)、瓦楞纸箱(尤其是需要复杂内衬或展示功能时)、纸质展示架与POP广告、文件夹/文件盒、书籍封面与精装书壳、贺卡、不干胶标签(需要折叠或特殊效果部分)以及某些塑料包装等。它是现代包装印刷和纸制品加工中不可或缺的精密元件。模切机平台磨损、传动部件间隙过大、压痕槽宽度不匹配或纸张厚度选择错误。
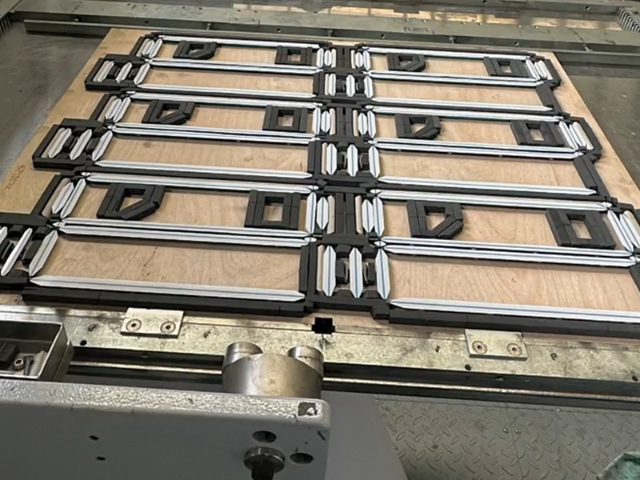
压痕条的应用几乎遍及所有需要精确折叠的纸制品和包装领域。在高级彩盒包装(如电子产品、化妆品、奢侈品礼盒)中,它塑造出棱角分明、结构挺括的盒型;在瓦楞纸箱领域,它压出清晰的箱盖折痕线,保证封箱顺畅平整;在书籍装帧中,书脊和封面勒口的压痕决定了书本的开合手感和耐用性;在商业印刷品如高级画册、菜单、邀请函中,压痕是实现优雅翻页和特殊造型的基础;甚至在标签、不干胶、皮革、EVA泡棉等材料上,压痕条也用于创建折线或装饰性压纹。其应用深度体现了它是连接设计意图与实物成型的工艺桥梁。 工厂直供压痕条,性价比高且适合瓦楞纸创意制作。陕西压痕条订做价格
槽宽尺寸超出标准时,会直接导致压痕线模糊、折叠偏移或位置不准怎么用压痕条解决问题。甘肃模切纸箱时用压痕条批发厂家
区分压痕条材料的差异除了精度差、误差大外,劣质产品还在许多重要部位偷工减料,导致产品质量下降。为了抢占市场,劣质压痕条厂家大多采用偷工减料的方式降低产品成本,使其产品能够以相对较低的价格进入市场。例如,压痕条底模的宽度为0,5x7.5mm以压痕条为例,劣质产品的底模宽度一般只有1.82mm,而好的产品则达到2。mm。较宽的底模宽度意味着较大的接触面积,有利于底模更牢固地粘贴在矛模切底板上。纸箱模切机压痕条不规则怎么办?压痕条不规则原因分析如下:钢丝垫纸上的压痕槽太宽,纸板压痕位置不确定。制作模板时,压痕槽的宽度应适当保留;钢丝垫纸厚度不足,槽形角度不规范,出现多余的圆角。排除方法是及时更换钢丝垫纸,增加钢丝垫纸槽角,排刀,固定刀的紧密性不合适。钢钱太紧,底部无法达到与压板平面的理想接触,压痕容易扭曲;铜钱太松,压痕容易左右移动。制版时,刀用的紧密性应适当,不得抖动。必要时更换模板;4.模切压力不足会导致压痕不满。在保证正常工作的同时,适当增加模切压力,以改善这一问题。甘肃模切纸箱时用压痕条批发厂家
深圳市深华印刷器材科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!


- 吉林模切瓦楞纸盒时用压痕条批量定制 2026-03-09
- 广西模切瓦楞纸盒时用压痕条批发厂家 2026-03-09
- 福建模切机用压痕条 2026-03-08
- 吉林品牌压痕条订做价格 2026-03-08
- 江苏模切纸时用压痕条厂家供应 2026-03-08
- 四川压痕条 2026-03-07
- 安徽模切纸箱时用压痕条 2026-03-07
- 吉林让彩盒包装压痕线更美观压痕条厂家直销 2026-03-07