- 品牌
- 洁宝通
- 型号
- 齐全
- 类型
- 旋转蒸发器,真空蒸发器,薄膜蒸发器,螺旋管蒸发器,氨蒸发器
- 操作压力
- 常压,减压,加压
- 装置方式
- 立式,卧式
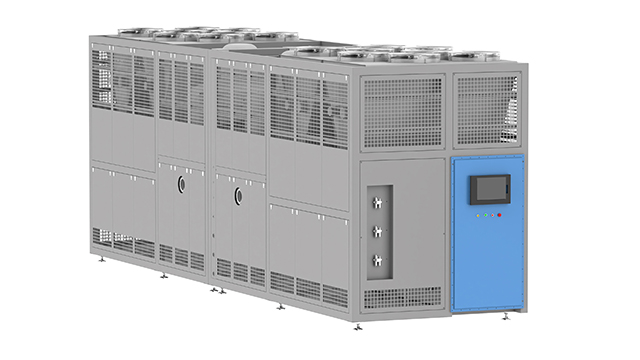
危险废液浓缩:目前,工业领域产生的危险废液种类繁多,包括机械加工废液、电镀废液、切削液、清洗废液以及荧光废液等,这些废液中往往含有《国家危险废物名录》中明确规定的多种有害成分。目前,这些危险废液主要依赖外委给具备处置资质的第三方企业进行处理。然而,若在废液外输前先采用低温蒸发技术进行减量化处理,不仅可以明显降低危险工业废液的处置成本,还能有效节约能源。尽管低温蒸发技术在工业废液处理和资源化方面取得了普遍应用,但仍面临效率、蒸发速度和能耗等方面的挑战。同时,对于某些清洗废液,蒸发过程中产生的泡沫可能较多,部分泡沫进入冷凝液中,导致处理后的废液不达标。因此,需要进一步完善相关技术细节和操作规范。低温蒸发设备普遍应用于食品、制药等行业,能够在低温下有效去除水分,保持产品的营养成分。厦门废液低温蒸发浓缩系统

低温蒸发器的一个主要优点是它能在低温下操作。这意味着它可以处理沸点较低的溶剂,比如乙酸乙酯、二氯甲烷等。此外,通过控制温度和压力,低温蒸发器还能适应不同的溶剂和操作要求。另一个重要优点是它的高效热交换表面。这些表面通常由金属材料制成,具有大面积和高热传导性能。这使得蒸发器能够快速将热量传递给溶剂,并使其迅速蒸发。此外,高效的热交换表面还能有效地防止溶剂的结垢和沉积物的形成,从而提高设备的运行效率和可靠性。厦门废液低温蒸发浓缩系统低温蒸发技术在生物制药领域尤为重要,有助于提取活性成分,提高药物疗效。

废液浓缩:垃圾渗滤液浓缩,垃圾渗滤液,这种高浓度有机废液,因其COD浓度高、色度高、臭味大和处理难度大而闻名。尽管目前采用反渗透(RO)技术进行处理,但仍然会产生约占废液处理量20%~50%的高盐、高色度、高COD且难生物降解的RO浓缩液。这两种处理方法——回炉燃烧和回灌——效果并不理想,同时存在处理能耗高的问题。针对这一难题,我们采用了真空低温蒸发的方法对渗滤液浓缩液进行进一步处理。在此过程中,无机盐和易挥发物随蒸汽进入冷凝液,而不易挥发的污染物、重金属和固体杂质则留在浓缩液中。
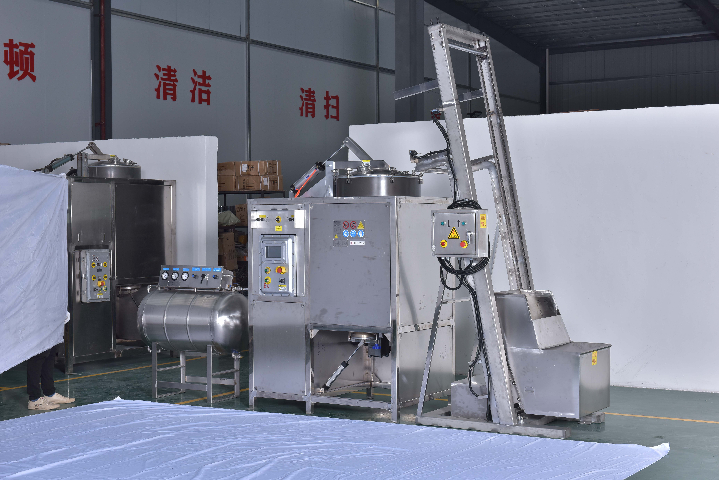
危险废液浓缩:目前工业所产生的危险废液主要有机械加工废液、电镀废液、切削液、清洗废液、荧光废液等废液,其成分常含有《国家危险废物名录》明确规定的成分。目前主要采取方式是交由外委有处置资质的第三方企业处置,如果在外输之前使用低温蒸发的减量化处理后再外委处理,可以较大程度上节省危险工业废液处置费用,也可以较大程度上节约能耗。低温蒸发技术用于危险废物废液的浓缩减量处理中,废液浓缩率达到75%,浓缩液中含杂浓度80%,废液中的污染物得到了很好的去除。低温蒸发设备设计紧凑,便于安装和维护。

为什么要选择低温蒸发的技术方向:在说到蒸发时不能不说能耗问题,普遍都知道蒸发是工业生产过程中的耗能大户。尤其是对于水的蒸发,水的比热与蒸发热都很大,不管是蒸发预热阶段还是汽化阶段都需要消耗大量的能量。理论上蒸发一吨废水需要对应消耗一吨蒸汽(新鲜蒸汽成本在100-300元之间),如果计算热损失问题实际蒸发一吨水需要消耗的蒸汽量在1.2吨以上。如此高的能耗下,运行成本就成为了阻碍蒸发技术应用的拦路虎,如果不是产品生产主流程所需的话,想必没有那个企业愿意花费如此大的代价做费力不讨好的事情。低温蒸发设备的维护相对简单,降低了企业的人力成本和维修费用。厦门废液低温蒸发浓缩系统
当前市场上出现了许多新型材料,使得低温蒸发设备更加耐用和高效。厦门废液低温蒸发浓缩系统
制药行业是另一个低温蒸发器大显身手的领域。在药品提纯和中药提取过程中,低温蒸发器能够保护热敏性物质,避免高温破坏其活性成分。通过精确的温度控制和真空环境,低温蒸发器能够实现高效、温和的蒸发过程,提高提取效率,同时确保药品质量。此外,低温蒸发器的自动化控制系统还能实现24小时无人值守运行,较大程度上降低了人工成本。食品行业同样受益于低温蒸发器的应用。果汁浓缩、乳品浓缩等操作需要保持产品的风味和营养价值,而低温蒸发器正好满足了这一需求。厦门废液低温蒸发浓缩系统

废液浓缩领域:低温蒸发技术在废液浓缩领域也大有可为。例如,垃圾渗滤液是一种高浓度有机废液,处理难度大。采用低温蒸发技术可以有效地对其进行浓缩处理,减少高盐、高色度、高COD以及难生物降解的浓缩液的产生。通过真空低温蒸发技术,可以对渗滤液浓缩液进行进一步的浓缩处理。在这一过程中,无机盐和易挥发物随蒸汽进入冷凝液,而一些不易挥发的污染物、重金属和固体杂质则留在浓缩液中。经过离心分离和压滤等处理措施,浓缩液得到进一步减量化,脱出的液体可返回低温蒸发器进行循环蒸发。较终,冷凝液达到排放标准或可回用,而蒸发处理后的渗滤液可浓缩至原体积的2%~10%左右。低温蒸发技术在食品加工中可保留天然色泽和风味。香港...
- 太原切削液低温蒸发浓缩系统 2026-01-09
- 苏州膜处理废水低温蒸发结晶系统 2026-01-09
- 研磨液低温蒸发设备哪家好 2026-01-08
- 低温蒸发设备工作原理 2026-01-06
- 北京切削液废水低温蒸发器 2026-01-05
- 惠州脱模剂废水低温蒸发浓缩系统 2026-01-03
- 湖南切削液低温蒸发浓缩系统 2026-01-02
- 郑州乳化液废水低温蒸发浓缩系统 2026-01-01
- 陕西切削液低温蒸发结晶系统 2025-12-30
- 低温蒸发浓缩系统图片 2025-12-28

- 武汉废液浓缩低温蒸发结晶系统 2025-12-24
- 珠海切削油低温蒸发器 2025-12-24
- 含酸废水低温蒸发浓缩系统图片 2025-12-24
- 广西含酸废水低温蒸发结晶系统 2025-12-23
- 脱脂废水低温蒸发设备厂商 2025-12-22
- 河南切削油低温蒸发结晶系统 2025-12-21




- 油漆提纯型号 01-13
- 内蒙丁醇脱水设备型号 01-13
- 辛烷回收利用规格 01-13
- 内蒙古乙醇脱水设备加工定制 01-13
- 内蒙甲醇脱水设备图片 01-13
- 贵州脱水设备价格 01-13
- 内蒙古乙酸乙酯脱水设备定制厂家 01-13
- 废稀释剂回收净化价格 01-13
- 深圳小型提纯供应商 01-12
- 广西污泥烘干机多少钱 01-12