- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,大幅提升了企业的物流响应能力。数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。无锡仓储厂家价格

金旺智能作为一家专业的农化制剂智能工厂服务商,已经与超过3000家合作客户携手共进。这些客户包括众多行业内的头部企业,如上海生农、安徽华星、浙江永农等,同时也涵盖了从大型集团到中小型企业在内的各种规模的企业。金旺智能始终致力于为这些客户提供量身定制的智能工厂解决方案,以满足他们多样化的需求。为了更好地服务客户,金旺智能深入洞察并理解客户需求,通过不断的技术创新和优化,帮助客户实现产能的提升、成本的降低以及品质的优化。这种完善的服务不仅为客户带来了实实在在的利益,也使得金旺智能与客户之间建立了长期稳定的合作关系。金旺智能深知,农化产业的智能化转型是大势所趋,因此,公司一直致力于推动这一进程。通过与众多客户的紧密合作,金旺智能不仅为自身赢得了良好的市场声誉,也为整个农化产业的智能化转型做出了积极的贡献。无锡仓储厂家价格砂磨机是借助研磨介质对物料进行研磨、分散,细化物料颗粒的加工设备。
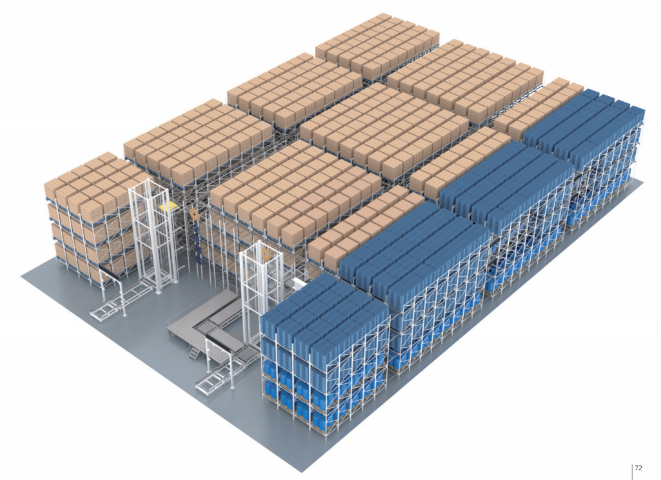
存储自动化是运用智能手段对货物存储进行自动管理、分配空间的仓储模式。在广西田园的农资仓库中,存储自动化系统通过WMS与堆垛机配合,实现货物的自动存储与检索。入库时,系统根据货物重量、尺寸、保质期等信息自动分配合适货位,如重货放底层、轻货放高层,保质期短的放外侧;出库时,按“先进先出”原则自动调度堆垛机取货。该模式使仓储空间利用率提升80%,货物查找时间从15分钟/件缩短至1分钟/件,且因自动化管理,库存盘点时间从每月1次缩短至每周1次,库存准确率始终保持在99.9%以上。
金旺智能致力于实现设备维护、保养和维修的数字化管理,总体提升设备管理的效率和透明度。该系统涵盖自主维保、维修费用及效率档案管理,确保企业能够高效地管理每一台设备的使用情况。通过先进的设备运维数字平台,系统实时采集设备运行数据,利用AI算法进行故障预测,提前识别潜在问题,并自动生成维保任务。这些任务包括轴承磨损的预警、滤芯更换的提醒等,有效降低了设备故障发生的风险。在维修过程中,所有操作都被数字化记录,费用明细自动核算,确保企业可以清晰地了解每一次维保和维修的支出情况。同时,设备效率指标与档案信息的同步存储,使得管理者能够实时监控设备的运行状态与维护记录,从而做出更加科学的决策。通过这种整体的数字化管理方式,金旺智能不仅提升了维保效率达70%,还有效降低了维修成本35%。终于,这一解决方案为客户提供了高效的设备全生命周期管理,帮助企业实现更高的生产力和经济效益。立体仓库是利用空间垂直布局,通过自动化设备密集存储货物的仓储形式。

中间罐是位于工艺流程中间环节的关键罐体。在农药制剂生产过程中,中间罐如同“中转枢纽”,负责存储中间产物并稳定整个生产流程。其容积设计为反应釜的1.5倍,以确保物料缓冲充足。在某悬浮剂生产案例中,中间罐配备了搅拌装置,使物料保持均匀状态,有效避免沉淀。此外,罐内温度控制在25±2℃,确保物料性质稳定。中间罐与前、后工序紧密联动,当前工序完成后自动将物料泵入中间罐,后工序需要时再定量输出,从而实现生产流程的连续性,提升了30%的效率,并有效减少了因工序衔接不畅导致的停机时间。装卸自动化是采用机械和智能控制自动完成货物装卸作业的先进模式。常州食品仓储服务电话
山东乐邦是专注消毒用品领域,集研发、生产、销售于一体,提供多元消杀产品的企业。无锡仓储厂家价格
山东成欣是一家专注于化工领域的企业,集研发和生产于一体,为市场提供多样化的高质化工产品。金旺智能为其量身打造的化工原料智能生产线,采用了全密闭投料和纳米级计量技术。在粉体原料处理过程中,密闭投料系统有效将车间粉尘浓度控制在1mg/m³以下,计量误差则维持在±0.5%以内,从而确保了产品质量的稳定性。此外,生产线还配备了自动化输送与存储系统,使得物料周转效率提升了60%,仓储空间利用率更是提高了4倍。依托这条高效的生产线,山东成欣的化工原料年产能达到了2万吨,产品纯度超过99%,广泛应用于多个工业领域,企业的经济效益和社会效益均明显提升。无锡仓储厂家价格
- 上海国产仓储 2026-05-19
- 自动化仓储厂家推荐 2026-05-16
- 浙江仓储多少钱 2026-05-15
- 江苏肥料仓储厂家供应 2026-05-14
- 江苏农药仓储厂家价格 2026-05-13
- 山东仓储定制 2026-05-12
- AI码垛机器人多少钱 2026-05-12
- 食品仓储联系方式 2026-05-11
- 江苏汽车零件仓储解决方案 2026-05-11
- 江苏医药仓储客服电话 2026-05-11
- 常州饮料仓储非标 2026-05-10
- AI码垛机器人设备厂家 2026-05-10


