- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
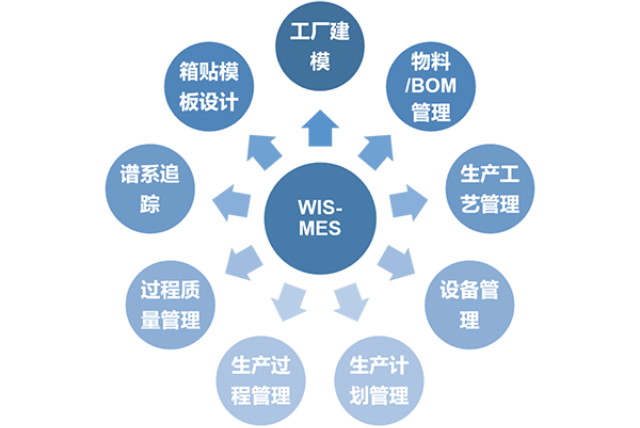
MES系统的未来展望:随着制造业的不断发展和技术的不断进步,MES系统将继续演进和发展。未来的MES系统将更加智能化、云端化、移动化和集成化,为制造企业带来更大的价值和竞争力。同时,随着物联网、区块链等新技术的不断涌现,MES系统也将不断引入新的技术和功能以满足企业不断变化的需求。因此,企业应密切关注MES系统的发展趋势和技术创新动态以便及时把握机遇并应对挑战。MES系统是一种位于企业上层计划管理系统与底层工业控制之间的面向车间层的管理信息系统。它通过集成车间生产全过程中的各类数据,为生产管理人员提供实时的生产信息,帮助他们做出决策,优化生产过程。MES系统的关键功能包括生产调度、生产执行、质量控制、设备维护、物料管理等,旨在提高生产效率、降低生产成本、提升产品质量。适应性:系统能够适应市场变化和客户需求的变化,保持企业的竞争力。福建mes现场管理系统

MES系统通常具备一定的定制化与可扩展性。由于不同企业的生产流程、管理模式和业务需求存在差异,因此MES系统需要能够根据企业的实际情况进行定制和调整。通过定制化服务,MES系统能够更好地满足企业的特定需求,提高系统的适用性和实用性。同时,随着企业的发展和业务规模的扩大,MES系统还需要具备可扩展性,以便能够轻松地扩展系统的规模和功能。通过定制化与可扩展性,MES系统能够伴随企业的成长和发展,为企业提供长期、稳定的支持。湖南mes系统是什么意思Mes在生产流程的可持续发展中有意义。

MES系统通过集成设备管理模块,实现了对生产设备的全方面监控和管理。它能够实时监测设备的运行状态、故障情况、维护记录等,为设备的维护和保养提供有力支持。此外,MES系统还能根据设备的运行情况,预测设备的故障趋势,提前进行维护计划,确保设备的稳定运行。MES系统的人员管理模块能够实现对生产人员的管理和调度。它能够记录人员的基本信息、技能水平、工作记录等,为人员的培训和考核提供有力支持。同时,MES系统还能根据生产任务和人员情况,合理安排人员的工作时间和工作内容,提高人员的工作效率和满意度。
MES系统在多个行业中都有普遍的应用案例。例如,在汽车制造业中,MES系统能够实现生产线的自动化调度和管理,提高生产效率和质量水平;在电子制造业中,MES系统能够实现对生产过程的精细化管理,降低生产成本和不良品率;在食品加工行业中,MES系统能够确保食品的安全性和可追溯性,提高消费者信心。这些应用案例充分展示了MES系统在提升企业生产管理水平方面的重要作用。随着制造业的不断发展和技术的进步,MES系统也将不断演进和发展。MES系统将更加注重智能化、集成化和可视化等方面的发展。基于实时数据,管理层能够做出决策。
随着制造业的不断发展和技术的不断进步,MES系统将继续演进和发展。未来的MES系统将更加智能化、云端化、移动化和集成化,为制造企业带来更大的价值和竞争力。同时,随着物联网、区块链等新技术的不断涌现,MES系统也将不断引入新的技术和功能以满足企业不断变化的需求。因此,企业应密切关注MES系统的发展趋势和技术创新动态以便及时把握机遇并应对挑战。MES系统,即制造执行系统,是面向制造企业车间层的管理信息系统。它介于企业资源计划(ERP)和过程控制系统(PCS)之间,起着承上启下的作用。MES系统的关键价值在于优化生产流程,提高生产效率,降低生产成本,同时确保产品质量。通过实时采集生产数据,MES系统能够为企业提供准确的生产进度、设备状态、质量状况等信息,帮助企业做出更加科学的决策。未来展望:随着技术的不断发展和市场的不断变化,MES系统将继续为制造企业的创新发展提供有力支持。福建mes现场管理系统
Mes为企业的生产决策提供数据依据。福建mes现场管理系统
数据采集与分析是MES的基础功能之一。MES能够实时采集生产过程中的各类数据,包括产量、工时、质量、设备状态等。通过数据采集技术(如传感器、RFID等),MES能够实时获取生产现场的数据,并将这些数据存储在数据库中。然后,MES会对这些数据进行处理和分析,以提取有价值的信息和知识。通过数据分析,MES能够发现生产过程中的问题和瓶颈,为生产优化和改进提供数据支持。同时,MES还能够将数据分析结果以图表、报表等形式展示给管理层,帮助管理层做出更明智的决策。福建mes现场管理系统
- 产线级mes系统有哪些公司 2026-03-22
- 郑州mes一体化管理系统公司 2026-03-22
- 广州mes系统哪家优惠 2026-03-21
- 电子装配mes系统公司 2026-03-21
- 深圳电子装配mes系统公司 2026-03-21
- 四川mes和erp 2026-03-20
- 北京mes erp 2026-03-20
- 机械加工mes系统设计 2026-03-19
- 福建mes插件 2026-03-19
- 四川mes平台 2026-03-17
- 云南mes价格 2026-03-17
- 广东电子装配mes系统有哪些 2026-03-17
