高分子异形件的形状多种多样,常见的有以下几种: 轴套类:通常为空心圆柱状,中间有轴孔,用于套在轴上,起到支撑、定位和减少摩擦的作用。其外形可能是光滑的圆柱,也可能在表面有一些凸起、凹槽或螺纹等结构,以满足不同的装配和使用要求。 齿轮类:具有齿形结构,一般为圆形,根据不同的传动需求,有直齿、斜齿、人字齿等多种齿形,齿的大小、模数、压力角等参数各不相同。此外,齿轮的轮毂部分可能有各种形状的孔或键槽,用于与轴连接。 滑块类:形状多为长方体或立方体,有的滑块表面可能有燕尾槽、T 形槽或其他形状的滑槽,用于在直线导轨或其他轨道上滑动,实现精确的直线运动。有些滑块还可能带有安装孔或螺纹孔,方便与其他部件连接。 异形结构件:这类形状较为复杂,根据具体的使用场景和功能需求设计成各种独特的形状。例如,在汽车发动机进气歧管中,高分子异形件的形状通常是根据发动机舱内的空间布局以及气流流动的要求,设计成具有多个分支和弯曲通道的结构,以实现均匀分配进气的功能。再如,一些用于电子设备内部的高分子异形件,可能会根据电路板的形状、散热需求以及零部件的装配关系,设计成带有各种凸台、凹槽、定位柱等特征的不规则形状。型号区分基于用途、尺寸规格,价格随材料性能、生产批量而变,类型丰富 。东营高分子异形件厂家

流动性影响机制:尼龙材料的流动性对异形件的成型质量和变形情况有重要影响。流动性过差,会导致充模不满,增加制品的内应力;流动性过好,又容易造成飞边、溢料等问题,并且在冷却过程中也可能因流动不均匀而产生变形。应对措施:根据异形件的结构和尺寸,选择流动性合适的尼龙材料。对于结构复杂、薄壁的异形件,需要使用流动性较好的尼龙;而对于厚壁、结构简单的异形件,流动性适中的尼龙即可满足要求。同时,可通过调整加工温度、注射压力等工艺参数来优化材料的流动性。添加剂影响机制:为了改善尼龙的性能,通常会添加一些添加剂,如增强剂、增塑剂、润滑剂等。增强剂如玻璃纤维、碳纤维等,可以提高尼龙的刚性和尺寸稳定性,减少变形;而增塑剂会降低尼龙的玻璃化转变温度和硬度,增加其柔韧性,但过量使用可能导致异形件在使用过程中因承载能力下降而发生变形。应对措施:合理选择添加剂的种类和用量,根据高分子异形件的使用要求和性能特点,优化添加剂配方。在添加增强剂时,要注意其分散性和与尼龙基体的结合力,以充分发挥增强的效果;对于增塑剂等可能影响变形的添加剂,要严格控制用量。南京高分子异形件它以尼龙为原料,经复杂加工形成异形,在多个行业发挥重要功能。

加强生产过程控制 保持生产环境稳定:生产环境的温度和湿度对高分子异形件的翘曲变形有一定影响。环境温度过高或过低都会影响模具的温度和尼龙材料的性能,从而导致翘曲变形。一般来说,生产环境的温度应控制在 20 - 30℃,湿度控制在 40% - 60%。 定期维护设备和模具:注塑机和模具的状态对产品质量有直接影响。定期对注塑机进行保养和维护,确保其各项参数的准确性和稳定性。同时,对模具进行定期检查和维护,及时修复磨损、变形的部位,清理冷却通道和流道,保证模具的正常运行,从而减少因设备和模具问题导致的高分子异形件翘曲变形。
优化模具设计 合理设计冷却系统:冷却通道的布局应根据异形件的形状、壁厚分布进行优化,使模具各部位冷却均匀。例如,对于壁厚不均匀的高分子异形件,在厚壁部位应增加冷却管道的数量或增大冷却管道的直径,以加快厚壁部位的冷却速度,减少因冷却不均导致的翘曲变形。 采用平衡式流道:流道设计应保证尼龙熔体在模具内均匀流动,避免出现流动不平衡现象。平衡式流道可以使熔体同时充满各个型腔,减少因充模时间不同而产生的内应力,从而降低翘曲变形的可能性。 设置合理的脱模机构:脱模机构的设计要确保异形件在脱模过程中受力均匀,避免因脱模力过大或不均匀导致异形件变形。例如,采用多个均匀分布的顶针进行脱模,顶针的直径和长度应根据异形件的结构和尺寸进行合理选择,以保证顶出时能提供足够且均匀的力。高分子异形件用不同尼龙经特定工艺制成独特形状,满足各类工程需要。

不同生产规模下,高分子异形件成本的变化趋势如下: 小规模生产 固定成本占比高:设备采购、模具制造等固定成本,会分摊到少量产品上,导致单位产品固定成本较高。例如,一套模具成本 5 万元,若只生产 1000 件产品,每件产品分摊模具成本 50 元。 原材料采购成本高:采购量小,难以获得价格优惠,且原材料利用率可能较低,边角料浪费相对较多,使得单位产品原材料成本增加。 人工成本高:生产过程中人工操作环节多,生产效率低,单位产品的人工工时成本较高。而且小规模生产难以实现精细化分工,工人可能需要兼顾多种工作,无法充分发挥专业技能,也会影响生产效率和成本。 缺乏规模效应:无法在生产工艺优化、设备更新等方面进行大规模投资,生产技术和管理水平相对落后,导致产品次品率较高,增加了生产成本。高分子异形件通过特殊工艺,将尼龙转化为形状各异的实用部件,用途广。广东高分子异形件多少钱
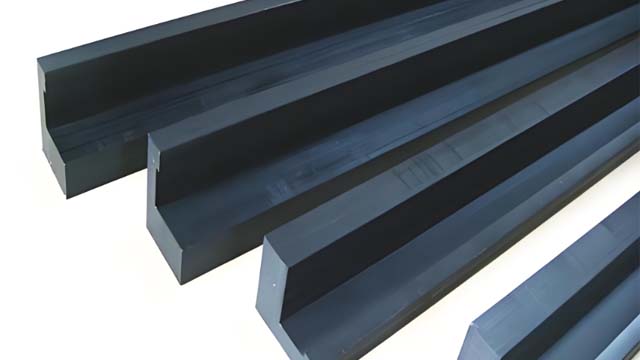
高分子异形件由尼龙材料制成,经特殊工艺加工成非规则形状,在多领域承担关键功能。东营高分子异形件厂家
料筒温度控制 选择合适的温度范围:不同类型的尼龙材料具有不同的熔点和加工温度范围。一般来说,常见尼龙 6 的料筒温度设定在 220 - 250℃,尼龙 66 的温度则在 260 - 290℃。在生产前,需根据尼龙材料的具体规格和特性,参考材料供应商提供的技术参数,确定合适的料筒温度范围。 分段设置温度:料筒通常分为多个加热段,从料斗端到喷嘴方向,温度应逐渐升高。这样可以使尼龙原料在料筒内逐步均匀受热,避免局部过热或过冷。例如,对于长径比较大的料筒,可将其分为 4 - 5 个加热段,每个加热段的温度递增 10 - 20℃,以确保原料在到达喷嘴前达到良好的熔融状态。 实时监测与调整:在生产过程中,使用热电偶等温度监测装置实时监测料筒各段的温度。一旦发现温度偏离设定值,及时通过加热或冷却系统进行调整。现代注塑机通常具备自动温度控制系统,可根据设定值自动调节加热功率,但仍需操作人员密切关注,防止出现温控系统故障导致温度失控的情况。东营高分子异形件厂家