- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
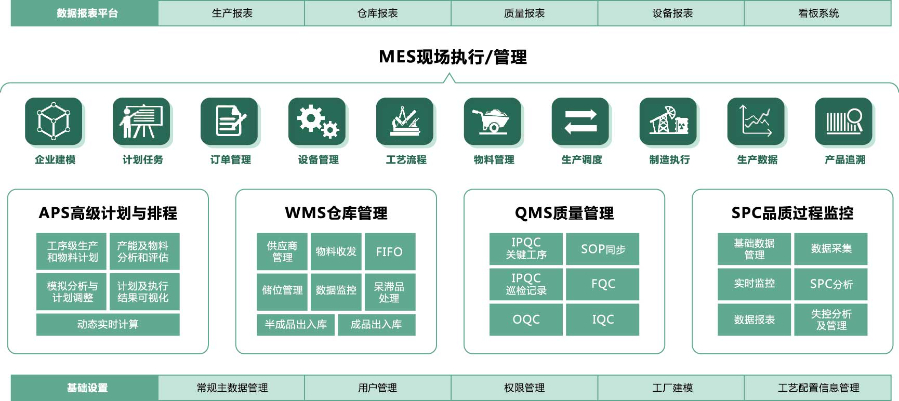
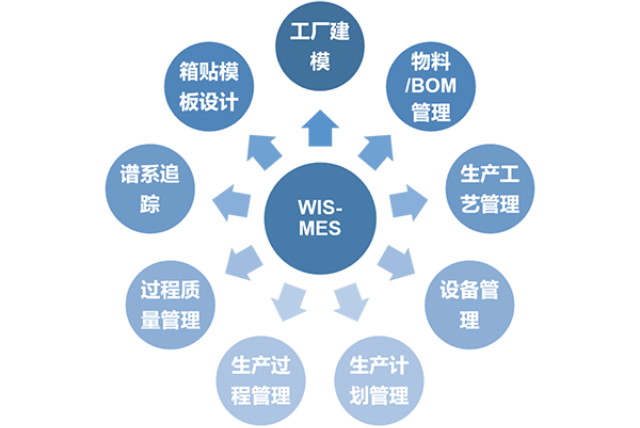
设备管理是MES系统不可或缺的一部分。MES系统能够实时监控设备的运行状态,包括设备的开机、停机、故障等状态信息。同时,MES系统还能根据设备的运行数据和维修历史,预测设备的维修需求和故障风险,提前进行设备维护与保养。这种设备管理与维护能力能够延长设备使用寿命,降低设备维修成本,提高设备利用率。人员管理也是MES系统的重要功能之一。MES系统能够记录员工的基本信息、工作时长、工作效率等数据。通过这些数据,企业可以对员工进行绩效评估,了解员工的工作表现和工作效率。同时,MES系统还能根据绩效评估结果,为员工制定个性化的培训计划和职业发展路径。这种人员管理与绩效评估能力能够激发员工的工作积极性和创造力,提升企业的整体绩效。Mes对生产环节的智能化改造起作用。郑州mes系统厂家排名

MES系统还支持个性化配置和参数设置,企业可以根据自身的业务需求和运营目标调整系统的运行参数和策略。这种定制化与个性化服务使得MES系统能够更好地满足企业的生产需求,提高企业的生产效率和竞争力。MES系统将在智能制造领域发挥更加重要的作用。随着工业4.0、物联网、大数据等技术的不断发展,MES系统将面临更多的机遇和挑战。一方面,MES系统需要不断创新和完善功能,以满足企业不断变化的生产需求和业务场景;另一方面,MES系统还需要加强与其他系统的集成和协同工作,形成更加完整、高效的智能制造体系。同时,MES系统还需要关注数据安全、隐私保护等方面的问题,确保系统的合法性和合规性。面对未来的挑战和机遇,MES系统将继续发挥其优势和作用,推动智能制造的不断发展和进步。辽宁电子装配mes系统设计Mes在生产环节的技术升级中有联系。

MES系统的实施与部署是一个复杂而重要的过程。它需要企业明确自身的需求和目标,选择合适的MES系统产品,并进行系统的定制和开发。同时,企业还需要对MES系统进行测试和优化,确保其能够满足企业的实际需求。在实施和部署过程中,企业需要与MES系统供应商紧密合作,共同解决实施过程中遇到的问题和挑战。MES系统的维护与升级是确保系统稳定运行和持续发展的重要环节。企业需要定期对MES系统进行维护和保养,确保系统的正常运行和数据的安全。同时,随着企业业务的发展和技术的进步,MES系统也需要进行升级和更新,以满足企业新的需求和挑战。在维护和升级过程中,企业需要遵循相关的规范和标准,确保系统的稳定性和兼容性。
MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。通过案例分享,我们可以看到MES系统在不同行业中的成功应用和实践经验。这些案例不只为企业提供了宝贵的参考和借鉴,也展示了MES系统在提升生产效率、降低成本、保证产品质量等方面的明显成效。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。Mes在生产流程的自动化改造中有贡献。
MES系统的选择因素:企业在选择MES系统时需要考虑多个因素,包括功能需求、系统扩展性、系统兼容性、供应商实力、成本效益等。企业应根据自身的生产流程和管理需求选择具有相应功能的MES系统;同时,企业还应选择具有良好扩展性的MES系统以适应未来的发展和变化;此外,企业还需确保所选MES系统与企业现有的ERP系统、PLC设备等兼容以实现信息的共享和流通;之后,企业还应选择具有丰富经验和良好信誉的MES系统供应商以确保系统的质量和服务的可靠性。Mes在生产管理的流程再造中有价值。郑州mes系统厂家排名
多语言支持:提供多语言界面和支持服务,方便不同国家和地区的用户使用。郑州mes系统厂家排名
物料管理是MES系统的重要组成部分。MES系统能够实时追踪物料的流动情况,包括物料的入库、出库、库存等信息。通过MES系统,企业可以更加准确地掌握物料的库存状况,避免物料短缺或积压的情况,从而保证生产的顺利进行。同时,MES系统还可以对物料进行质量追溯,确保产品质量的可控性。质量管理是MES系统的又一关键功能。MES系统能够实时采集生产过程中的质量数据,对产品质量进行实时监控和分析。通过MES系统,企业可以及时发现质量问题,采取相应的措施进行改进,从而提高产品质量和客户满意度。此外,MES系统还可以对质量数据进行统计分析,为企业提供质量改进的方向和依据。郑州mes系统厂家排名
- 广东电子装配mes系统怎么收费 2026-04-01
- mes系统定制 2026-04-01
- 机械加工mes系统提供商 2026-03-31
- 苏州产线级mes系统应用 2026-03-30
- 通用mes系统厂家 2026-03-30
- 重庆通用mes系统哪家好 2026-03-29
- 河南mes软件多少钱 2026-03-29
- mes软件怎么收费 2026-03-27
- 河南电子装配mes系统多少钱 2026-03-27
- 青岛电子装配mes系统有哪些 2026-03-26
- 成都机械加工mes系统好用吗 2026-03-26
- 上海五金注塑mes系统哪家便宜 2026-03-25