- 品牌
- 创鸣激光
- 型号
- 可定制
- 控制方式
- 数控
- 作用对象
- 金属
- 电流
- 交流
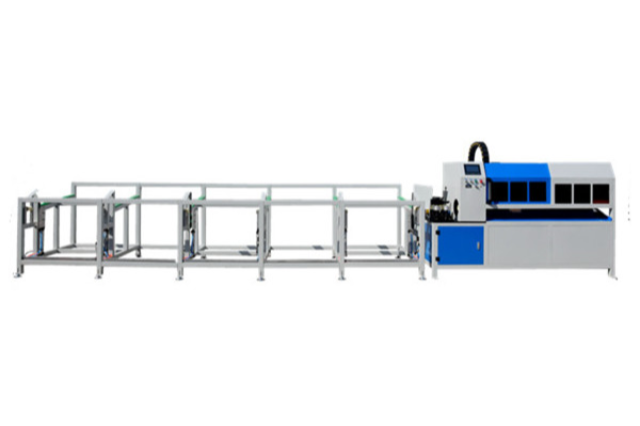
不同型号的激光切管机,其切割管材直径的能力存在明显差异。这主要取决于设备的整体设计、主要部件的性能以及所采用的先进技术。一般而言,市面上较为常见的激光切管机,能够切割的管材较小直径可以达到几毫米。以某些高精度激光切管机为例,其能够准确切割直径低至3毫米的管材。这对于一些对管材尺寸精度要求极高、需要进行精细加工的行业,如电子、医疗器械等,具有重大意义。在电子行业中,常常需要对微小直径的管材进行精密切割,以满足产品内部精细结构的组装需求。激光切管机能够在如此小的直径范围内实现高质量切割,确保了管材切口的平整光滑,不会对管材的内部结构和性能造成任何损伤。建筑行业常使用创鸣激光切管机,切割各类建筑结构用的管材,满足施工需求。四川圆管激光切管机设备

激光切管机在切割管材直径范围上的出色表现,得益于其先进的技术和精心的设计。在技术层面,高功率的激光器以及准确的光路控制系统,使得激光能量能够集中且稳定地作用于管材表面,无论是小直径管材的精细切割,还是大直径管材的强力切割,都能游刃有余。在设备设计方面,坚固稳定的机械结构,能够保证管材在切割过程中的准确定位,避免因震动等因素影响切割精度。了解激光切管机能切割的管材较大直径和较小直径,对于用户合理选择适合自身生产需求的设备至关重要。无论是追求精细加工的微小直径切割,还是满足大规模生产的大直径切割需求,激光切管机都以其好的性能,为各行业的管材加工提供了可靠的解决方案。在未来,随着技术的不断进步和创新,激光切管机在管材直径切割范围上有望实现更大的突破,为更多行业带来新的发展机遇。河南全自动激光切管机加工创鸣激光切管机的控制系统具备图形导入功能,方便复杂图形的切割操作。
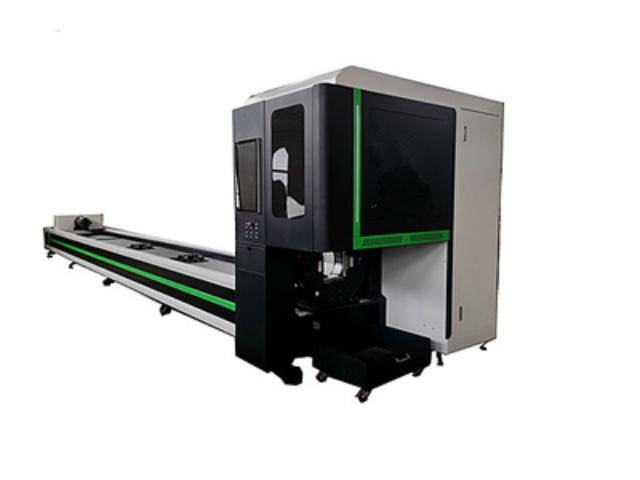
在切割材料范围上,激光切管机表现出较好的适应性。激光切管机的工作原理基于激光能量与材料的相互作用,不同材质的金属管材,无论是碳钢、不锈钢、铝合金,还是铜等有色金属管材,甚至一些难加工的合金材料,都能有效吸收激光能量,从而实现切割目的。激光能量能够穿透并作用于各类金属的原子结构,引发材料的熔化和汽化,完成切割过程。对于一些含有特殊合金元素、硬度和韧性极高的管材,激光切管机通过灵活调整激光功率、脉冲频率等参数,也能顺利进行切割,且保证切割质量。而普通切管机受刀具材料、切割原理的限制,切割材料范围相对狭窄。以机械锯切为例,在切割硬度较高的合金管材时,刀具承受的磨损极大,切割效率急剧降低,刀具寿命大幅缩短,频繁更换刀具不仅增加成本,还严重影响生产进度。冲切设备对于质地较软或韧性大的材料,如某些铝合金或铜合金材料,在冲切过程中容易出现管材变形、撕裂等问题,难以保证切割质量,无法满足对管材完整性和精度有较高要求的加工需求。
在管材加工领域,激光切管机和普通切管机都发挥着重要作用。然而,二者在多个方面存在明显差距,这些差距决定了它们各自的应用场景和加工效果。从切割精度来看,激光切管机优势明显。激光切管机运用先进的光学聚焦技术,将高能量密度的激光束精细聚焦至管材表面,形成极小光斑。光斑直径可小至0.01mm甚至更小,使得激光能量高度集中于切割部位。先进的激光切管机切割尺寸精度可达±0.05mm甚至更高,部分高配设备在特定条件下,精度能突破至±0.03mm。切割断面平整度较好,几乎无明显凹凸,垂直度偏差极小,能控制在极细微的范围内。在精密电子配件加工行业,例如手机内部的微型管材加工,对管材切口精度要求近乎苛刻,激光切管机凭借超高精度,确保管材切口平整光滑,管材内径和外径尺寸误差极小,完全不影响后续精密组装工序,保障了产品的性能和质量稳定性。农业灌溉设备制造中,创鸣激光切管机用于切割各类管材,保障灌溉系统安装。

在工业制造领域,激光切管机是切割各类管材的得力工具。然而,切割不同材料时,其效率存在明显差异。深入了解这些差异并加以优化,对提升生产效益至关重要。以不锈钢管材为例,因其具有较高的熔点和良好的热传导性,切割时需要较大的激光能量来克服材料的热物理特性。一般情况下,对于常见厚度(如2-5毫米)的不锈钢管,使用功率为1000W的激光切管机,切割速度大约在每分钟0.5-1米。这是因为不锈钢中的合金成分会影响激光能量的吸收和材料的熔化、汽化过程。若要提高切割效率,可以采用更高功率的激光器,如2000W或更高功率,这样能明显提升切割速度,可达到每分钟1-2米。同时,选择合适的辅助气体,如氧气,能通过氧化反应提供额外能量,加速切割过程。操作创鸣激光切管机后,及时清理设备周边碎屑,保持工作环境整洁。四川圆管激光切管机设备
操作创鸣激光切管机时,注意观察管材固定情况,防止切割时管材位移。四川圆管激光切管机设备
管材材质:不同材质的异形管材,切割速度有所不同。一般来说,材质硬度较低、熔点较低的管材,如铝合金,激光切管机切割速度相对较快,可达到每分钟数米甚至更高。而对于硬度较高、熔点较高的不锈钢或合金钢等材质的异形管材,激光切管机要消耗更多能量来熔化和汽化材料,切割速度会相应降低,可能每分钟能切割几十厘米到一米左右。管材厚度:管材厚度增加,切割难度增大,切割速度会明显下降。以厚度为5毫米的异形铝合金管材为例,切割速度可能在每分钟3-5米左右;当厚度增加到10毫米时,切割速度可能降至每分钟1-2米。对于厚度较大的不锈钢异形管材,这种速度下降的趋势会更明显。四川圆管激光切管机设备


- 三维激光切管机设备 2026-03-02
- 四川全自动激光切管机 2026-03-02
- 河南全自动激光切管机定制 2026-03-02
- 山东小型激光切管机定制 2026-03-02
- 河南金属激光切管机加工 2026-03-02
- 安徽四轴激光切管机厂家 2026-03-02
- 江苏金属激光切管机公司 2026-03-02
- 浙江三维激光切管机批发 2026-03-02