在酱料包制作过程中,为了保证酱料包的质量和安全性,延长保质期,常用的杀菌消毒方法有以下几种:高温杀菌法:巴氏杀菌:这是一种相对低温的杀菌方式,一般将酱料包加热到 60℃-85℃,保持 15-30 分钟。这种方法可以杀灭酱料包中大部分的致病菌,同时保留酱料包的风味和营养成分。例如,在制作水果酱时,采用巴氏杀菌法既能有效杀菌,又能较好地保持水果的天然色泽和口感。不过,由于杀菌温度相对较低,对于一些耐热性较强的芽孢菌可能无法完全杀灭,所以经巴氏杀菌的酱料包通常需要冷藏保存。酱料包一般采用瓶装、罐装、袋装,具有较好的密封性和稳定性,在储存和运输过程中不易损坏和变质。冬阴功酱料包工厂

酱料包增强产品稳定性:在食品工业生产中,酱料包可以作为一种重要的原料,增强产品的稳定性和一致性。以方便食品为例,我们研发的酱料包包能够为方便面、自热火锅等产品提供稳定的风味,无论消费者在何时何地食用,都能品尝到相似的美味。同时,酱料包中的一些成分还可以起到抗氧化、防腐等作用,延长产品的保质期,减少食品浪费。我们研发了从清淡到浓郁、从甜到辣、从传统到创新等各种口味的酱料包,消费者可以根据自己的喜好选择适合自己的酱料包。冬阴功酱料包工厂酱料包的使用可以增加品牌的记忆点和辨识度,有利于品牌的传播和推广。

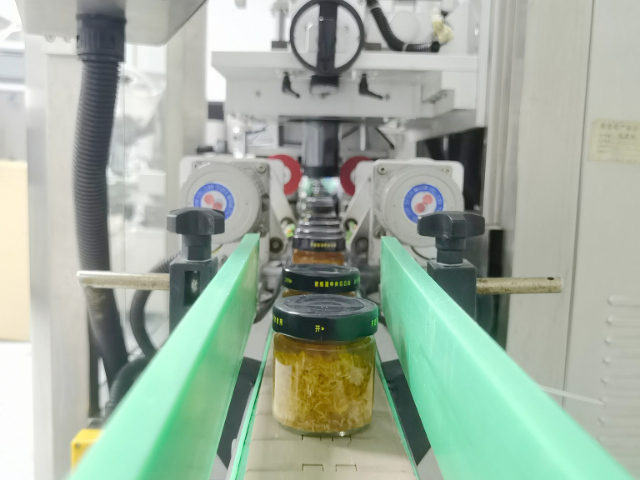
酱料包生产过程中承传送运带担着物料运输的重要职责。稻盛食品酱料包车间的传送运带选用了食品级 PVC 材质,这种材质具有良好的柔韧性和耐磨性,能够适应酱料包生产环境中的各种复杂工况。同时,食品级 PVC 材质符合食品安全标准,不会对酱料包产品造成污染,确保了产品的质量安全。在传送速度方面,该运带具备灵活的调节能力,可根据生产需求在每分钟1 -2米的范围内进行调整。在酱料包生产高峰期,当订单量较大时,可将运带速度调至每分钟0.5 米,以加快酱料包从炒制区到罐装区的输送速度,提高整体生产效率,满足市场对产品的紧急需求。
酱料包产品的大规模生产中,500kg和2吨自动炒锅的高效生产能力得到了充分体现。当市场对某款酱料包产品的需求大幅增加时,车间可以同时启用多台自动炒锅进行生产。以2吨自动炒锅为例,每锅炒制时间为2小时,每天可进行12批次的炒制,每天的产量可达24吨。假设市场对某款番茄沙司的月需求量为1000 吨,通过合理安排自动炒锅的生产计划,车间能够在短时间内完成订单生产任务,满足市场需求。而且,自动炒锅的连续生产能力强,能够在长时间的生产过程中保持稳定的工作状态,减少了因设备故障而导致的生产中断,提高了生产效率和产品供应的稳定性。酱料包不仅可以去腥增香,还能使肉类吸收酱料包的味道,增加风味层次。

酱料包生产管理的要点。质量管理,建立标准:制定完善的质量管理体系和产品标准,明确原材料、生产过程、成品的质量标准和检验方法,全程监控:加强对生产过程的质量监控,对关键控制点进行严格检测,如原材料验收、配料准确性、熬制温度和时间、微生物指标等,确保产品质量稳定。环境清洁:保持生产车间、设备、工具等的清洁卫生,定期进行消毒杀菌,防止微生物污染。人员卫生:加强生产人员的卫生管理,要求操作人员穿戴工作服、口罩、帽子等,定期进行健康检查,确保人员卫生符合要求。酱料包可以用于处理临近保质期或剩余的食材。冬阴功酱料包工厂
选择酱料包代工厂,餐饮公司可以省去前期投资,只需根据实际需求采购,降低了固定成本和运营成本。冬阴功酱料包工厂
酱料包的生产过程中,设置了多个质量检测点,对每一批次的酱料包进行实时监测。例如,在酱料包炒制环节,会定期检测酱料包的色泽、香气、口感等感官指标,同时检测酱料包的水分含量、盐分含量、pH 值等理化指标,确保酱料包在炒制过程中符合质量标准。在罐装环节,会对罐装量进行抽检,确保每瓶酱料包的罐装量符合规定标准,避免出现罐装量不足或过多的情况。成品检测是质量控制防线,车间对每一批次的成品酱料包进行检测。除了对酱料包的感官指标、理化指标进行检测外,还会进行微生物检测,检测酱料包中的菌落总数、大肠杆菌、金黄色葡萄球菌等微生物指标,确保产品符合食品安全标准。只有经过严格检测,各项指标均符合要求的成品酱料包才能进入市场销售。冬阴功酱料包工厂