- 品牌
- 上海蔚亚
- 公司名称
- 上海蔚亚科技发展有限公司
- 安全质量检测类型
- 工程检测
- 检测类型
- 环境检测,行业检测
- 检测
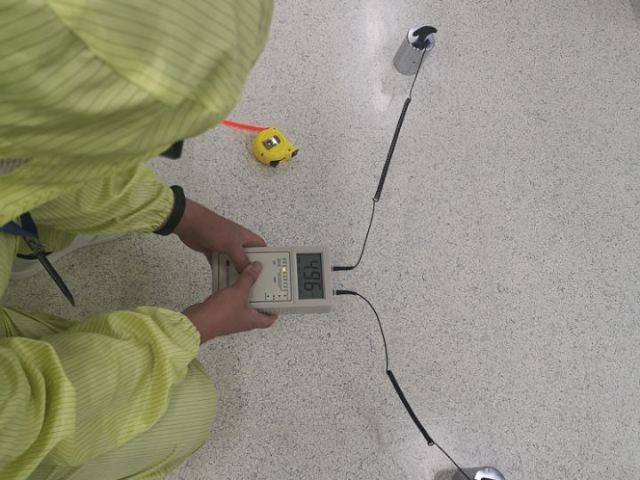
- 风量风速检测、温湿度检测、噪声检测、浮游菌检测、静电检测
- 检测项目
- 照度检测、洁净度检测、静压差检测、沉降菌检测
洁净室空气洁净度等级划分与检测标准洁净室的空气洁净度等级依据ISO 14644-1标准,按每立方米空气中粒径≥0.1μm至≥5μm的颗粒物浓度划分(如ISO Class 1级要求≥0.1μm粒子数≤10个)。检测时需使用激光粒子计数器在静态和动态条件下分别采样,采样点需均匀分布于工作高度(0.8-1.5米)。例如,某半导体晶圆厂因未在动态环境下检测,导致实际生产时悬浮粒子超标,造成整批晶圆报废。检测时还需注意采样流量与房间换气次数的匹配(如ISO 5级房间换气次数需≥250次/小时),并避开气流干扰区域。建议企业建立洁净度实时监测系统,结合大数据分析预测污染趋势。洁净环境是为生产工艺服务的,洁净室设计必须满足生产工艺的环境要求,这是理所当然的。洁净室检测公司

无尘室检测在电子半导体行业中的关键作用无尘室检测在电子半导体制造行业中扮演着至关重要的角色。半导体制造过程高度精密且复杂,任何一个微小的杂质都可能导致芯片性能下降或失效。在芯片光刻、蚀刻、沉积等关键工艺步骤中,对洁净度、温湿度和气流稳定性等环境参数有着极高的要求。无尘室检测能够实时监测和反馈这些参数的变化,确保生产环境符合工艺要求。例如,通过温湿度控制系统的精确调节,可以防止硅片在不同工艺环节中因温湿度变化而产生变形或应力,影响芯片的成品率。同时,无尘室检测还能及时发现潜在的环境隐患,如尘埃颗粒污染或设备故障,为企业采取预防措施提供依据,保障电子半导体生产的连续性和稳定性。浙江气流洁净室检测非连续运行的洁净室,可根据生产工艺要求设置值班送风。
洁净室检测的重要性及对生产的深远意义洁净室检测对于众多高科技产业而言,是生产环节中至关重要的一环。在半导体芯片制造领域,微小的尘埃颗粒都可能引发集成电路线路的短路或断路问题,导致芯片性能下降甚至报废。例如,在光刻工艺中,尘埃落在硅片上,就可能造成图案的光刻偏差,使芯片功能异常。同样,在生物制药行业,洁净室的微生物含量直接影响药品的质量和安全性。污染的微生物可能在药品生产过程中繁殖,改变药品的成分和药效,严重时会危及患者生命。因此,严格的洁净室检测能够确保生产环境的纯净度,保障产品质量,为企业赢得市场信誉和经济效益。
洁净室检测服务市场的竞争格局全球检测服务市场呈现寡头竞争态势,SGS、Intertek等机构占据主要份额。中小型检测公司通过差异化服务突围,例如专注食品行业洁净室的***快速检测,或提供24小时应急响应。价格战导致部分机构压缩检测项目,某企业因选用低价服务商,未检出空调系统漏风,**终因产品污染损失超千万元。市场整合趋势下,头部企业通过收购区域实验室扩大覆盖,但需警惕服务质量稀释风险。。。。。。。。。。。。。。。。。。。。。浮游菌采样需用撞击式设备,空气流量28.3L/min。

洁净室检测前的准备工作与规范要求在进行洁净室检测之前,需要做好充分的准备工作。首先,检测设备必须进行校准和调试,确保其测量精度和可靠性。例如,尘埃粒子计数器需要按照标准颗粒进行校准,温湿度传感器需要定期进行零点和量程校准。其次,洁净室本身也需要进行清洁和准备工作,***室内的杂物和污染物,保持室内环境的整洁。同时,检测人员也需要按照规范要求穿戴合适的防护用品,如净化服、口罩、防静电鞋套等,避免人员自身对洁净室环境造成污染。此外,还需要与相关部门和人员进行沟通协调,明确检测的目的、范围和方法,制定详细的检测计划,确保检测工作的顺利进行。洁净室系指对空气洁净度、温度、湿度、压力、噪声等参数根据需要都进行控制的密闭性较好的空间。北京气流洁净室检测周期
洁净室应急预案需包含HEPA破损、停电等场景处置流程。洁净室检测公司
洁净室检测与***质量管理(TQM)的融合洁净室检测数据是TQM体系的关键输入。某汽车电池企业将检测结果纳入SPC(统计过程控制)系统,实时监控洁净度波动,发现异常立即触发生产暂停。通过帕累托图分析,80%的污染问题源于人员操作,遂加强更衣流程培训。此外,检测报告与客户审计直接挂钩,某客户因洁净室压差数据不连续而取消订单,倒逼企业升级数据管理系统,实现检测结果的自动归档与追溯。。。。。。。。。。。。。。。。。。。。洁净室检测公司

浮游菌检测:浮游菌检测对于医药、食品等行业的无尘室至关重要。采用空气采样器进行检测,其原理是通过抽取一定体积的空气,使空气中的微生物粒子吸附在含有培养基的培养皿上。检测前,需对采样器进行严格的消毒灭菌处理。在无尘室正常运行状态下,在不同区域均匀布置采样点,每个采样点抽取空气量一般为100L。采样结束后,将培养皿置于恒温培养箱中,在适宜的温度和湿度条件下培养一定时间(通常为48-72小时),观察菌落生长情况,依据相关标准判定无尘室浮游菌数量是否合格,确保生产环境符合卫生要求。先进的激光尘埃粒子计数器、浮游菌采样器等专业检测设备,是获取洁净室准确数据的必要工具。江苏微生物洁净室检测标准对于新建的无...
- 江苏医疗器具洁净室检测服务至上 2025-10-28
- 江苏生物安全柜洁净室检测服务至上 2025-10-28
- 北京洁净度洁净室检测报告 2025-10-28
- 浙江过滤器洁净室检测第三方检测机构 2025-10-28
- 气流洁净室检测服务 2025-10-28
- 安徽洁净气体3Q验证洁净室检测目的 2025-10-28
- 上海排风柜洁净室检测 2025-10-28
- 江苏生物安全柜洁净室检测规范性强 2025-10-28
- 江苏过滤器洁净室检测哪家好 2025-10-28
- 浙江国内洁净室检测服务至上 2025-10-28



- 江苏无尘室3Q验证洁净室检测 2025-10-28
- 江苏尘埃粒子洁净室检测报告 2025-10-28
- 压缩空气检测洁净室检测技术好 2025-10-28
- 安徽电子厂房环境洁净室检测流程 2025-10-28
- 北京洁净室检测报告 2025-10-28
- 上海半导体净化车间洁净室检测第三方检测机构 2025-10-28

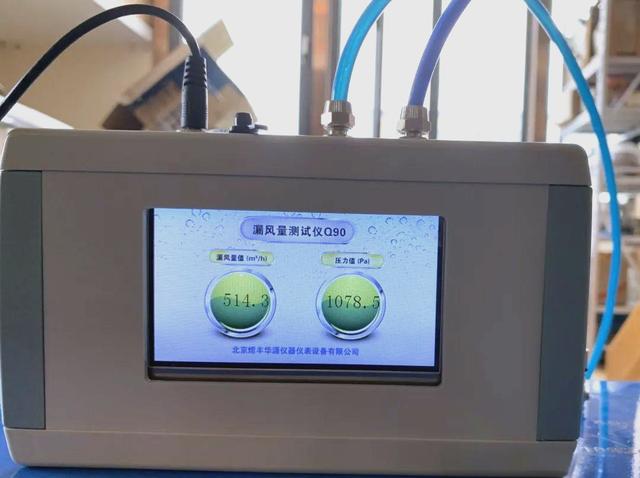



- 淮安验收风管漏风量检测标准 01-10
- 江苏工程风管漏风量检测哪家好 01-10
- 杨浦区工程风管漏风量检测频率 01-10
- 金华风管漏风量检测周期 01-10
- 奉贤区工程风管漏风量检测技术好 01-10
- 嘉兴风管漏风量检测认真负责 01-10
- 南通风管漏风量检测服务至上 01-10
- 济南验收风管漏风量检测报告 01-10
- 静安区项目风管漏风量检测分析 01-10
- 丽水风管漏风量检测哪家好 01-10