- 品牌
- 创鸣激光
- 型号
- 可定制
- 控制方式
- 数控
- 作用对象
- 金属
- 电流
- 交流
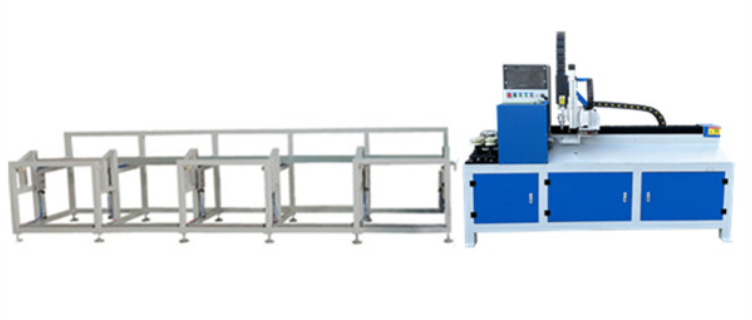
在管材加工领域,激光切管机已成为广泛应用的关键设备。其切割尺寸精度是衡量设备性能优劣的重要指标,直接关系到产品质量与生产效率。那么,激光切管机的切割尺寸精度究竟能达到多少?是 ±0.1mm,还是更高呢?一般而言,当下先进的激光切管机在理想工况下,切割尺寸精度能够轻松达到 ±0.1mm,部分高配设备甚至可实现更高精度。例如,一些专门用于精密电子配件加工的激光切管机,切割精度可突破至 ±0.05mm,甚至在特定管材与工艺条件下,能实现 ±0.03mm 的超高精度切割。激光切管机实现高精度切割,依赖于多方面技术支撑。首先,激光束聚焦系统至关重要。高精密的聚焦镜片与先进的光路控制技术,可将激光束准确聚焦至极小光斑,光斑越小,切割时作用于管材的能量越集中,切口宽度越窄,切割精度也就越高。一些高配激光切管机的光斑直径能小至 0.01mm,为高精度切割奠定了坚实基础。在家具制造行业,创鸣激光切管机为各类家具框架管材切割提供准确解决方案。河北圆管激光切管机设备
铝合金管材的切割则面临一些特殊挑战。铝合金具有高反射率和高热导率,这使得激光能量难以有效被材料吸收。对于常用的 6061 铝合金管材(厚度 3-6 毫米),1000W 激光切管机的切割速度可能为每分钟 0.2-0.5 米。为提升效率,一方面可对激光切管机的光路系统进行优化,采用特殊的聚焦镜片,增强激光能量在管材表面的聚焦效果,提高吸收率;另一方面,调整激光脉冲参数,采用高峰值功率、短脉冲宽度的激光,能更有效地克服铝合金的高反射特性,从而提升切割速度。上海精密激光切管机价格切割铝合金管材时,创鸣激光切管机需特殊调整激光波长,以克服材料高反射特性。

在管材加工领域,激光切管机和普通切管机都发挥着重要作用。然而,二者在多个方面存在明显差距,这些差距决定了它们各自的应用场景和加工效果。从切割精度来看,激光切管机优势明显。激光切管机运用先进的光学聚焦技术,将高能量密度的激光束精细聚焦至管材表面,形成极小光斑。光斑直径可小至 0.01mm 甚至更小,使得激光能量高度集中于切割部位。先进的激光切管机切割尺寸精度可达 ±0.05mm 甚至更高,部分高配设备在特定条件下,精度能突破至 ±0.03mm。切割断面平整度较好,几乎无明显凹凸,垂直度偏差极小,能控制在极细微的范围内。在精密电子配件加工行业,例如手机内部的微型管材加工,对管材切口精度要求近乎苛刻,激光切管机凭借超高精度,确保管材切口平整光滑,管材内径和外径尺寸误差极小,完全不影响后续精密组装工序,保障了产品的性能和质量稳定性。
而在最大直径方面,常见的激光切管机能够切割直径达到 200 毫米甚至更大的管材。在建筑、机械制造等行业,大直径管材的使用极为广。例如,建筑行业中的大型钢结构搭建,需要使用大直径的管材作为支撑结构。激光切管机凭借其强大的切割能力,能够轻松应对这些大直径管材的切割任务。对于直径 200 毫米的管材,激光切管机可以在保证切割质量的前提下,高效地完成切割工作。其切割速度和精度能够满足大规模建筑施工和机械制造的生产要求,很大程度提高了生产效率。创鸣激光切管机的设备维护记录需详细保存,方便后续设备保养与故障排查。
合理选择和控制切割参数同样不可或缺。激光功率、切割速度以及辅助气体的种类和压力等参数,都会对切割断面质量产生明显影响。对于不同材质和厚度的管材,需要精确调整这些参数。以切割不锈钢管材为例,若激光功率过高,会导致管材过度熔化,切割断面出现挂渣现象,影响平整度;切割速度过快,则可能导致切割不完全,断面粗糙。而合适的辅助气体,如氧气在切割碳钢时,能与熔化的金属发生氧化反应,产生额外的热量帮助排渣,提高断面平整度和垂直度。同时,气体压力需要精确控制,压力过小无法有效吹走熔渣,过大则可能对切割过程产生冲击,破坏断面质量。激光切管机切割不锈钢管时,需依据其厚度调整创鸣激光功率,保障切割质量与效率。上海圆管激光切管机定制
创鸣激光切管机切割时,注意激光束与管材的垂直度,保证切割面平整。河北圆管激光切管机设备
设备的机械运动精度至关重要。高性能的激光切管机配备精密的运动系统,包括高精度的滚珠丝杠、直线导轨以及伺服电机。以常见的龙门式激光切管机为例,其 X、Y 轴的定位精度可达 ±0.05mm/m,重复定位精度能达到 ±0.03mm。在切割过程中,管材固定在运动平台上,高配的机械运动能使激光束沿着预设路径平稳移动,避免出现晃动或偏差。如果机械运动存在误差,切割过程中管材位置发生偏移,就会导致切割断面出现倾斜或不平整的情况。此外,设备的整体刚性结构也不容忽视,坚固的机身框架能有效减少在高速切割时产生的震动,为切割断面的平整度和垂直度提供稳定的物理支撑。河北圆管激光切管机设备


- 安徽四轴激光切管机定制 2026-03-03
- 山东小型激光切管机价格 2026-03-03
- 四川不锈钢激光切管机加工 2026-03-03
- 四轴激光切管机采购 2026-03-02
- 江苏三维激光切管机公司 2026-03-02
- 三维激光切管机设备 2026-03-02
- 四川全自动激光切管机 2026-03-02
- 河南全自动激光切管机定制 2026-03-02