所属公司:苏州创阔科技有限公司
联系地址:江苏省苏州市昆山市周市镇青阳北路565号4号房
主营行业:真空扩散焊接加工|再生塑料颗粒过滤网|狭缝掩膜板微孔板设计加工|微通道换热器设计加工
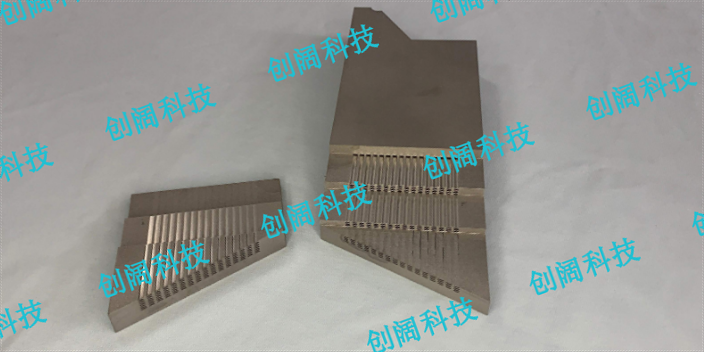
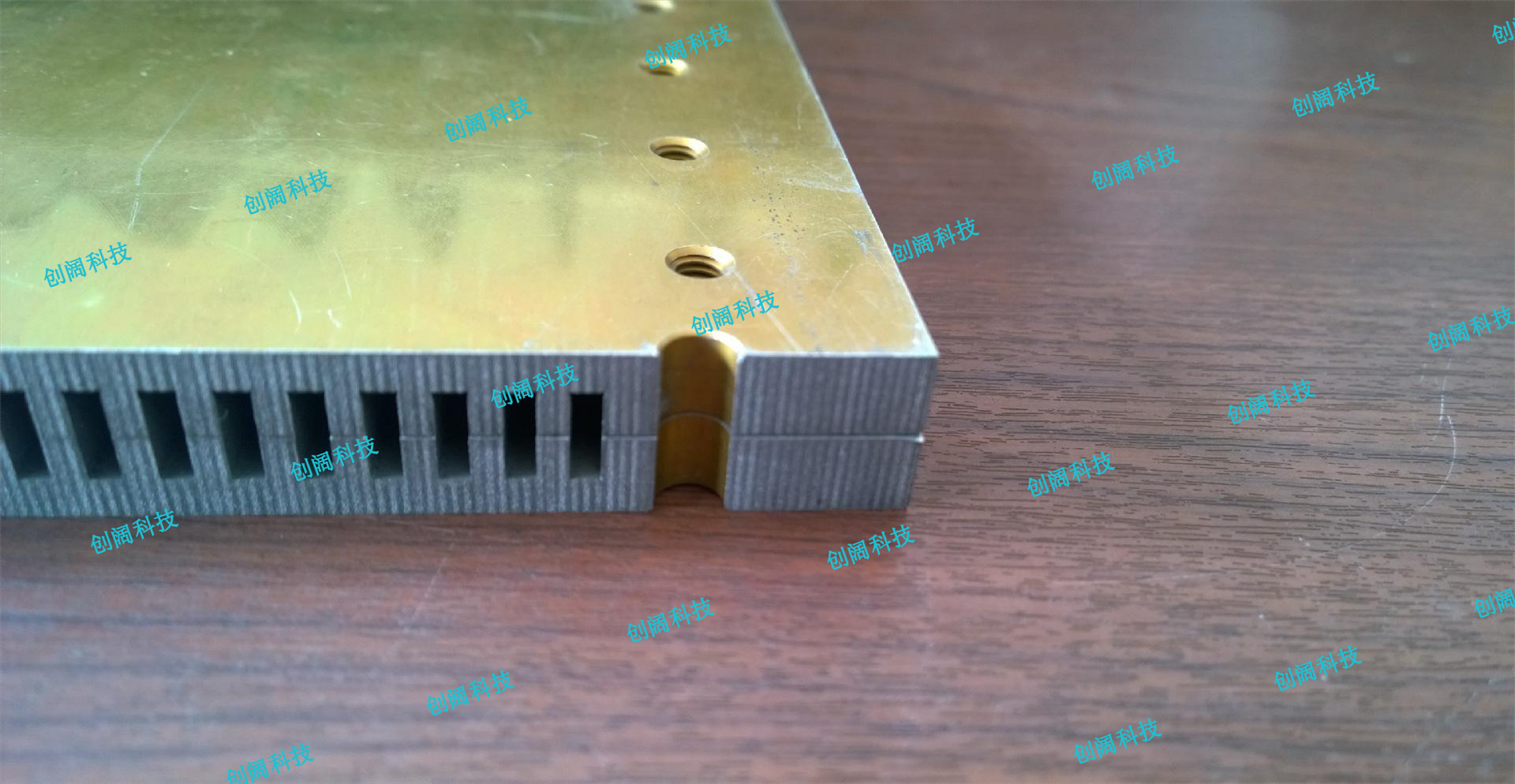
创阔科技采用真空扩散焊接制造微通道换热器,热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,是以产品结构优化使用分体机械加工再真空扩散焊接加工来完成,然而普通的换热管极易发生溶蚀和烧穿,很难难焊并不不能焊。创阔科技团队通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,机械加工的不断更新,超薄壁换热管的焊接难题可以得到有效的解决。微米和纳米级的微通道是微化工设备系统的主要组成部分,创阔科技为其研发制作一站式服务。宿迁创阔科技微通道换热器
气液反应的速率和转化率等往往取决于气液两相的接触面积。这两类气液相反应器气液相接触面积都非常大,其内表面积均接近20000m2/m3,比传统的气液相反应器大一个数量级。“创阔科技”“创阔科技”气液固三相反应在化学反应中也比较常见,种类较多,在大多数情况下固体为催化剂,气体和液体为反应物或产物,美国麻省理工学院发展了一种用于气液固三相催化反应的微填充床反应器,其结构类似于固定床反应器,在反应室(微通道)中填充了催化剂固定颗粒,气相和液相被分成若干流股,再经管汇到反应室中混合进行催化反应。麻省理工学院还尝试对该微反应器进行“放大”,将10个微填充床反应器并联在一起,在维持产量不变的情况下,大大减小了微填充床反应器的压力降。“创阔科技”气液固三相催化微反应器-充填活性炭催化剂的微填充床反应器“创阔科技”气液固三相催化微反应器-并联微填充床反应器系统“创阔科技”“创阔科技”电化学微反应器属于液相微反应器,而光化学微反应器其反应物既有液相也有气相的,由于它们都有其特殊性,故不能简单的划为液相微反应器或气相微反应器,而应单独列为一类。创阔科技微通道换热器欢迎来电创阔科技使用的真空扩散焊接的微通道换热器,使用寿命长。
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。
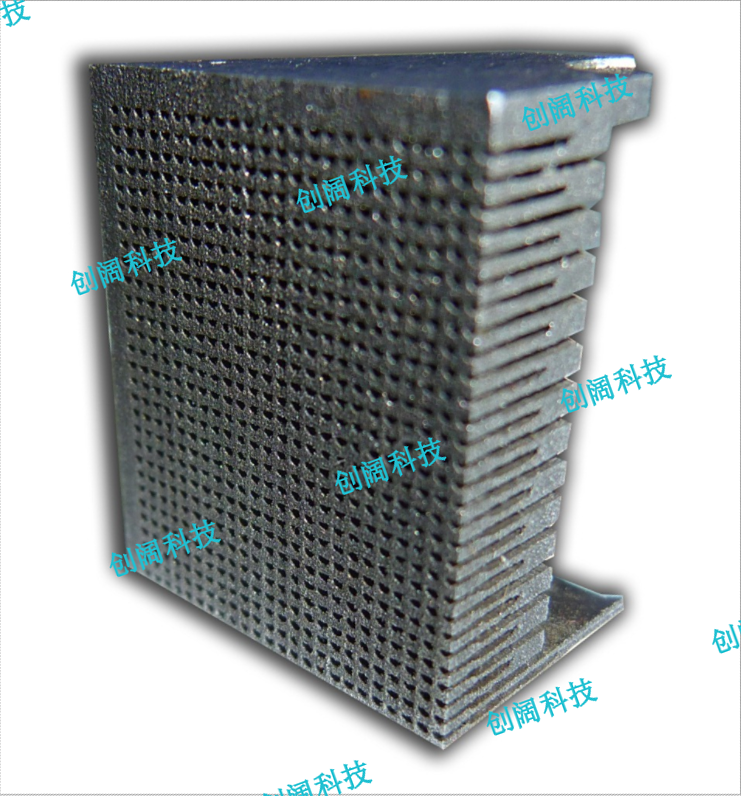
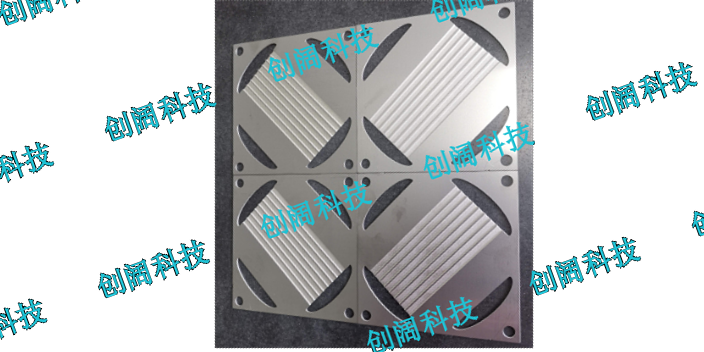
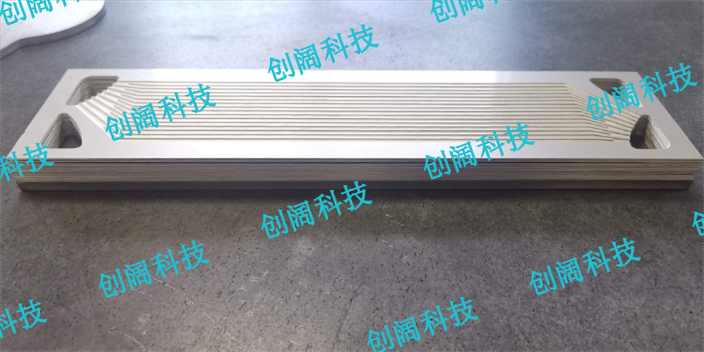
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。集成式微通道换热器,高效紧凑型换热器请联系创阔科技。
微通道(微通道换热器)的工程背景来源于上个世纪80年代高密度电子器件的冷却和90年代出现的微电子机械系统的传热问题。1981年,Tuckerman和Pease提出了微通道散热器的概念;1985年,Swife,Migliori和Wheatley研制出了用于两流体热交换的微通道换热器。随着微制造技术的发展,人们已经能够制造水力学直径?10~1000μm通道所构成的微尺寸换热器。1986年Cross和Ramshaw研制了印刷电路微尺寸换热器,体积换热系数达到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度换热器体积换热系数达45MW/(m3·K);2001年,Jiang等提出了微热管冷却系统的概念,该微冷却系统实际上是一个微散热系统,由电子动力泵、微冷凝器、微热管组成。如果用微压缩冷凝系统替代微冷凝器,可实现主动冷却,支持高密度热量电子器件的高速运行。高效换热器加工制作设计找创阔能源科技.泰州多层结构微通道换热器
工业多层换热器设计加工创阔科技。宿迁创阔科技微通道换热器
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。宿迁创阔科技微通道换热器