拉伸弹簧的工作原理正好和压缩弹簧的工作原理相反,压缩弹簧是在有压力的时候具有反向作用,而拉伸弹簧是在被拉伸的时候具有反向作用。当拉伸弹簧呗拉开的时候弹簧就想拉回来,这样就产生了力。拉伸弹簧能吸收和储存能量,拉伸弹簧和压缩弹簧的不同之处在于,拉伸弹簧在一定的张力下或者没有张力的情况下,这种初始的状态决定了拉伸弹簧的紧密程度。这样控制初始力就可以满足不容条件的需求。拉伸弹簧两端是固定在其他的组件上,然后当这些组件分离的时候,拉伸弹簧就产生作用了,各圈紧密向一起并拢从而产生很强的抗拉力,会把这些组件连接在一起。这些弹簧圈在没有拉力的情况下紧密连接在一起的,弹簧的收口包括挂在其他组件上的拉钩,还有小孔以及几何形状的界面,有了这些固定在需要连接的组件上就不是问题了,这样有拉力的时候就会为这些组件提供一定的回弹力。弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。广东不锈钢316拉簧加工订做
拉伸弹簧的拉伸极限是指该弹簧所能够承受的比较大拉力,超过这个拉力,弹簧就会变形(失效)他的计算方式是:拉伸弹簧劲度系数(K),然后又K=F/X,得弹力F=KX,记住X是位移的变法量。弹性极限:即弹簧弹性形变极限。弹性形变:弹簧能恢复自由长度的形变。超过弹性极限,弹簧就无法恢复自由长度,此时不在为弹性变形,简言之,弹簧被拉坏了,夸张一点,弹簧被拉直了,拉直之后,你拉的就是一条钢丝。因此达到弹性极限后,拉力是会变的,不会恒定的。广东耐疲劳拉伸弹簧现货玖胜弹簧检测设备仪器齐全,如:投影仪、扭力测试机、压拉力测试机、盐雾测试机,寿命测试机等!

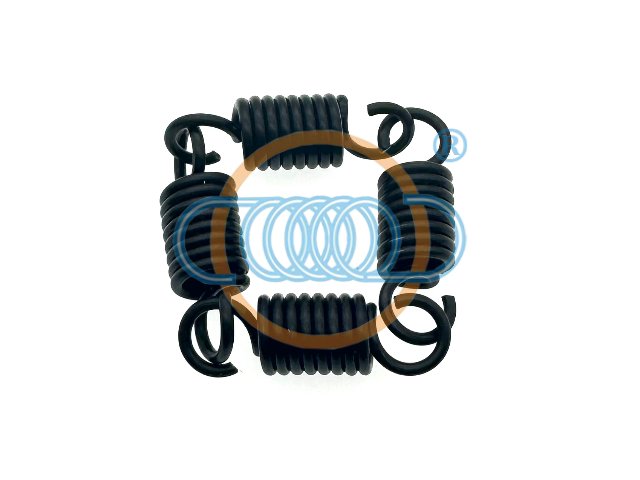
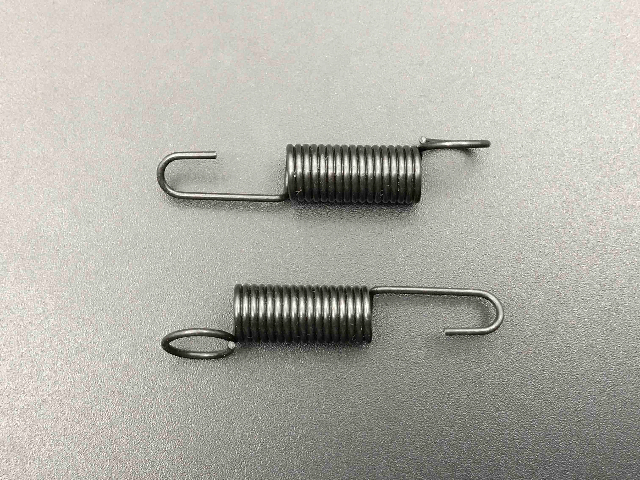
拉伸弹簧在使用过程中需要进行固定,常见的拉伸弹簧固定方式有以下几种:1.钩子固定钩子固定是最常见的拉伸弹簧固定方式,即将弹簧两端弯成半圆形成钩子,通过将钩子嵌入直线通孔或圆形通孔中进行固定。这种固定方式简单方便,适用范围广,但是不太牢固,容易造成弹簧自由度降低的问题。2.环形固定环形固定是将弹簧两端弯成环形,通过将环形穿过固定座或固定轴上的穿孔进行固定。这种固定方式相对较牢固,适用于弹簧负载要求较高的场合,但需要注意弹簧环形外径不能超过固定孔的直径。3.嵌槽固定嵌槽固定是将弹簧两端弯成嵌槽形状,在固定座或固定轴上的嵌槽中进行固定。这种固定方式可有效控制弹簧的自由度,适用于弹簧使用过程中需要保持形状和位置的场合。4.销子固定销子固定是在弹簧两端各钻一个孔,在固定座或固定轴上钉上两个销子将弹簧固定。这种固定方式比较精确可靠,适用于弹簧需要严格固定位置的场合,但需要注意孔径要与销子匹配,否则易造成强度不足或固定不牢。
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。弹簧定做就选玖胜五金弹簧,工程团队一站式为您服务。

随着科学技术的发展,弹簧是我们生活中非常重要的配件。不同的产品使用不同的弹簧。常见的弹簧可分为:拉簧、扭转弹簧、压簧、卷弹簧、钢板弹簧。下面介绍一款非常实用的拉力弹簧的特点应用:许多不同的产品或钩子用于确保拉力弹簧的张力源。拉力弹簧与压缩弹簧的工作原理相反。拉簧是在伸展或者拉开的时候反向作用,当我们拉开拉伸弹簧两边挂圈装置的时候,拉簧中间的铁线会试图将他们拉回重合在一起。拉力弹簧通常被拉伸到一定程度,即使在没有任何负载的情况下,初始张力也决定了拉力弹簧在没有任何负载的情况下的松紧度不会改变。在极限允许范围内,延伸度越大,回弹强度越大。我司可生产的弹簧线径范围:0.08-5.0mm!广东耐腐蚀拉簧加工订做
东莞弹簧定制厂家,您定我制 20年多年的弹簧定制生产经验。广东不锈钢316拉簧加工订做
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。广东不锈钢316拉簧加工订做