- 品牌
- HUCK,WOTON
- 型号
- BOM钉
要保证 BOM 铆钉在生产过程中的质量,可以采取以下措施:环境控制保持生产车间的清洁、干燥,温度和湿度适宜,避免环境因素对生产质量造成影响。数据分析与改进收集和分析生产过程中的质量数据,找出质量波动的规律和原因。针对问题采取持续改进措施,不断优化生产工艺和质量控制方法。质量追溯系统建立完善的质量追溯系统,记录原材料批次、生产过程参数、检验结果等信息。以便在出现质量问题时能够快速追溯源头,采取有效的召回和改进措施。BOM 钉,高效连接,为您的工作创造更多价值。风机塔筒用BOM钉MBT-DT

上海沃顿实业有限公司的 BOM 铆钉可能具有以下产品特点:可重复使用:其连接可以通过专门使用的拆卸工具进行拆卸和重复使用,减少废弃物的产生,符合环保和可持续发展的要求。提供多种规格:有多种规格和尺寸可供选择,以满足不同应用的需求,无论是小型零部件还是大型结构,都能找到适合的BOM铆钉。需要注意的是,BOM铆钉的具体特点可能因产品型号和用途而有所差异。如果你想了解更详细准确的信息,可建议联系上海沃顿实业有限公司咨询。GBPBOM钉99-100-245高精强度 BOM 钉,满足您对连接强度的高标准要求。

要保证 BOM 铆钉在生产过程中的质量,可以采取以下措施:设备维护与校准定期对生产设备进行维护和保养,确保设备的正常运行和精度。按照规定的周期对设备进行校准,保证生产参数的准确性。原材料控制选择质量、稳定的原材料供应商,并建立严格的原材料检验制度。对每批原材料进行抽检,确保其符合质量要求。工艺规范制定详细、科学的生产工艺流程和操作规范,明确每个工序的质量控制点和控制标准。要求操作人员严格按照工艺规范进行操作,不得随意更改工艺参数。
供应商可以通过以下多种方式来保证产品质量:建立完善的质量管理体系遵循国际标准如ISO9001等,制定涵盖产品设计、原材料采购、生产过程、成品检验、包装运输等全流程的质量管理制度。设立专门的质量管理部门,负责监督和执行质量标准。严格的原材料把控选择可靠的原材料供应商,对原材料进行严格的入厂检验,包括成分分析、性能测试等。建立原材料质量档案,跟踪原材料的质量稳定性。先进的生产设备和工艺投资先进、高精度的生产设备,定期维护和升级。不断优化生产工艺,采用新技术、新方法提高生产效率和产品质量的一致性。BOM 钉,精湛制造,为您提供可靠的紧固方案。

要通过标准检测 BOM 铆钉,通常需要进行以下方面的检测:抗剪强度和抗拉强度试验:使用万能材料试验机进行测试。对于抽芯铆钉,剪裁试验时,将剪切试验夹具装在试验机上,夹头移动速度不应超过15mm/min,连续加载直到铆钉断裂,在规定的抗剪载荷下,试验铆钉不应出现裂缝;拉伸试验时,同样将拉伸试验夹具装在试验机上,以不超过15mm/min的速度加载直到铆钉断裂,在规定的抗拉载荷下,铆钉不应出现裂缝且不应从试验夹具中拉脱,方符合检测标准。高效安装的 BOM 钉,节省时间,提高工作效率的利器。液压BOM钉99-994
选择 BOM 钉,畅享优良强度、高精度的紧固服务。风机塔筒用BOM钉MBT-DT
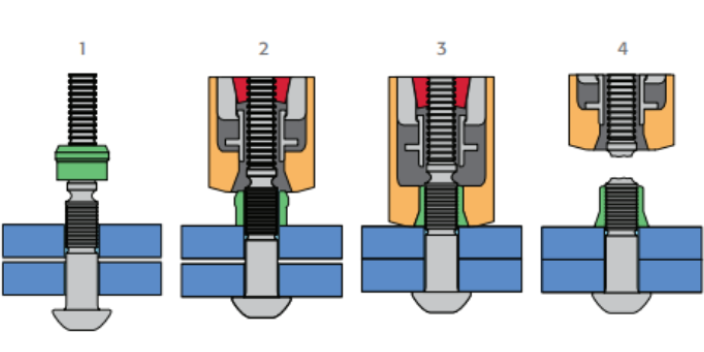
BOM铆钉是一种高精强度的结构盲拉铆钉,以下是一般的使用方法:选择合适的BOM铆钉:根据需要连接的材料和厚度,选择相应直径和夹紧范围的BOM铆钉。准备工具:通常需要使用拉铆枪来安装BOM铆钉。钻孔:确定孔的位置后,使用钻头进行钻孔,钻孔时不应使用润滑油,且孔的轴线应垂直于铆钉头所在的零件表面,偏斜应不大于1°,并去除孔边毛刺。对于沉头铆钉,需要制窝的铆钉孔,窝的角度应与铆钉沉头角度相同,且其中心线应与孔的中心线同轴,同轴度不大于0.06mm,偏斜应不大于1°,并且与钉头贴合一侧的孔口应倒角0.3×45°。插入铆钉:将铆钉被连接的一面放入结构孔中,注意铆钉应垂直放入,不得倾斜。放铆钉时应遵循以下原则:一是铆钉放入位置应有足够的空间进行铆接;二是铆钉应从厚度较薄或材料强度较小的零件一侧放入;三是铆钉钉头尽可能放置在与燃油和腐蚀介质接触的一侧。使用拉铆枪拉铆:将拉铆枪的头套在铆钉的钉杆尾部,确保冲头顶紧铆钉后,再按压按钮(如果铆钉枪嘴内的三爪磨损后一定要及时更换)。风机塔筒用BOM钉MBT-DT
BOM钉(BillofMaterialsFastener,物料清单紧固件,但更常见的是作为特定类型紧固件或工艺的俗称,如“盲铆钉(BlindRivets)在物料管理中的别称”或某类铆钉的代称,此处结合航空航天领域应用,推测主要指盲铆钉或具有BOM管理特性的紧固件)在航空航天领域的作用至关重要,其重要功能在于实现高效、可靠的结构连接,同时优化物料管理和生产流程。以下是具体作用分析:结构连接:重要功能单侧操作,适应封闭空间BOM钉(以盲铆钉为例)的比较大特点是可在结构一侧完成安装,无需访问另一侧。这在航空航天领域应用普遍,例如:飞机机翼内部:连接翼梁与蒙皮,避免拆卸机翼外部覆盖件。BOM 钉,高效...
- 液压BOM钉7304 2026-02-25
- 单面铆钉BOM钉99-830-1 2026-02-24
- 美国原装进口BOM钉256 2026-02-24
- 振动筛用BOM钉2624HS 2026-02-14
- 可追溯BOM钉2620 2026-02-14
- 风机塔筒用BOM钉BOM-R8 2026-02-13
- 短尾BOM钉2630 2026-02-13
- 无断槽BOM钉99-3006 2026-02-12
- 液压BOM钉99-3201 2026-02-12
- 电动BOM钉BOM-R8 2026-02-11

- 振动筛用BOM钉HK3413 2026-02-09
- 短尾BOM钉99-7881 2026-02-08
- 重卡车架用BOM钉99-7854 2026-02-07
- 光伏支架用BOM钉2624HS 2026-02-07
- 电动BOM钉2583 2026-02-06
- 环槽铆钉BOM钉99-3201 2026-02-06




- 辽宁可追溯哈克枪 03-25
- GBP哈克枪2630 03-25
- 绍兴虎克铆钉机99-100-245 03-25
- 无锡虎克铆钉机2583 03-25
- 扬州哈克枪 03-25
- 环槽铆钉短尾铆钉 03-25
- 美国cherry哈克枪BTT35-DT 03-25
- 风机塔筒用哈克枪6304 03-25
- 液压哈克枪7304 03-24
- 湖南单面铆钉哈克枪SF20 03-24