- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
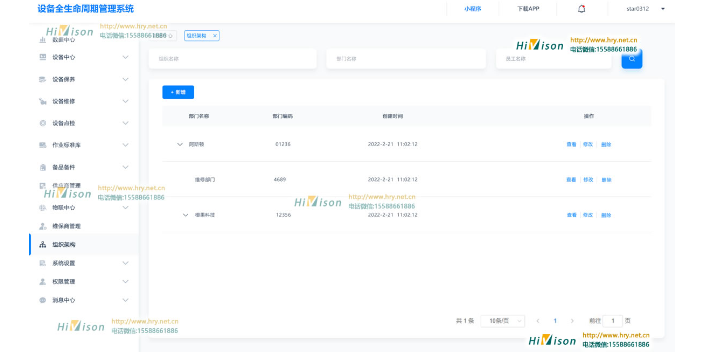
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
物联网技术在设备全生命周期管理系统中的应用:物联网技术通过将各种信息传感设备与互联网相结合,实现数据的自动采集、交换和处理。在设备全生命周期管理系统中,物联网技术的应用主要体现在以下几个方面:实时监控与数据采集:通过在设备上部署传感器或边缘设备,实时采集温度、振动、电流等数据,反馈设备运行状态。这些数据通过无线通信网络传输到后端服务器,为后续的分析和维护提供基础。预测性维护:基于收集到的设备数据,利用大数据分析和机器学习算法,预测设备可能出现的问题,提前进行维护。这种预测性维护能够减少非计划停机时间,降低维修成本。优化决策支持:通过数据分析,为设备的维护策略、升级计划、资源分配等提供数据驱动的决策支持。这有助于企业更科学地管理设备,提高运营效率。风险管理:物联网技术能够实时监测设备的运行状态,识别潜在风险,如过热、磨损过度等,并采取预防措施,保障生产安全。系统能够对设备进行实时监控,提前预警设备可能出现的故障。福建设备全生命周期管理

设备采购与入库管理:智能采购:物联网技术可以集成到企业的采购系统中,通过实时分析库存和设备使用情况,自动触发采购需求。利用大数据分析,预测设备寿命和替换周期,优化采购计划,减少库存积压和资金占用。合规性检查:在设备入库时,物联网系统可以通过扫描设备上的RFID标签或二维码,自动记录设备的基本信息,如型号、规格、制造商等。系统还可以与企业的合规性数据库进行比对,确保采购的设备符合行业标准和法规要求。设备安装与调试:远程监控与指导:在设备安装过程中,物联网技术可以实现对安装现场的远程监控,确保安装过程符合规范。技术人员可以通过物联网平台远程指导安装人员,提高安装效率和准确性。实时反馈与调整:安装完成后,物联网系统可以实时采集设备的运行数据,如电流、电压、温度等,确保设备正常运行。如发现异常情况,系统可以自动触发报警,并生成调整建议,以便技术人员及时进行调整和优化。化工设备资产管理系统服务标准系统还能够提供备件的库存管理功能,确保备件的合理储备,避免备件短缺或积压带来的问题。

实时监控与预警物联网技术通过将设备连接到互联网,实现了对设备运行状态的实时监控。传感器可以检测设备的温度、压力、振动等关键参数,并将数据传输到管理系统。这使得管理人员能够及时发现设备的异常情况,如温度过高、压力异常或振动过大等,从而迅速采取纠正措施。此外,物联网系统还可以设置预警阈值,当设备参数接近或超过阈值时,系统会自动触发预警,提醒管理人员进行干预,避免设备故障导致的生产中断。远程维护与故障诊断传统上,设备的维护和故障诊断需要技术人员到现场进行。然而,物联网技术的引入使得远程维护和故障诊断成为可能。技术人员可以通过物联网平台远程访问设备数据,进行故障排查和远程诊断。在必要时,还可以通过远程升级软件或调整参数,解决设备故障问题。这不仅减少了现场维护的需求,降低了人力成本和时间成本,还提高了维护效率。
对于IT设备而言,设备全生命周期管理系统可以对服务器、工作站、网络设备等IT资产进行全生命周期追踪,规范设备采购、分配、使用、退役流程,确保资产安全合规。自动化的硬件保修、软件许可管理可以简化运维工作,降低合规风险。设备性能监控与资源调配功能可以提升IT服务质量和用户满意度。退役设备妥善处置则能保护数据安全,实现资产价值比较大化。在能源与公用事业领域,设备全生命周期管理系统可以监控和管理电网设备、发电设备等关键资产,确保供电稳定和安全。系统能够实时分析设备运行状态,预测潜在故障,及时安排维修和更换,避免大规模停电事故。同时,系统还能优化能源分配和调度,提高能源利用效率。提前制定应对措施,降低企业的运营风险。

五、设备报废与回收管理阶段报废审批与记录当设备达到使用寿命或维修成本过高时,物联网系统可以自动触发报废审批流程。系统可以记录报废设备的详细信息,包括报废原因、审批过程、回收方式等。这有助于企业规范设备管理流程,确保资产的合规处理。环保处理与资产回收在设备报废后,物联网系统可以指导回收人员进行环保处理,确保符合环保法规要求。系统还可以记录回收的设备和材料信息,为企业的资产管理和再利用提供支持。这有助于企业实现资源的循环利用和可持续发展。合理安排设备的工作负载,避免不必要的能源消耗,有助于实现节能减排目标。仓库设备全生命周期管理系统欢迎咨询
设备全生命周期管理是对设备从采购、部署、使用、维护到报废的全过程进行管理和控制。福建设备全生命周期管理
目前在设备管理中就产生的问题:1)设备种类繁多,总数上万,电子表格管理效率低下,出错率频繁。2)设备成本越来越高,缺乏有效的维修保养方法。通过电话服务和纸质维护文档很难管理。3)每台设备运行、维护次数、维护周期和频率、巡视频率的真实性需要调查,无法对数据进行科学分析。4)历史数据的记录和存储无法追溯和跟踪。越来越多的企业开始了企业管理的数字化转型,在设备管理上实现了无纸化管理,让原本繁杂凌乱的设备管理规范化、科学化、高效化。员工工作效率大幅提高,设备管理效率提升,设备维护成本不断降低,各类设备运行数据一目了然。管理人员可以实时控制设备的运行状态。福建设备全生命周期管理

在维护管理方面,数字化系统实现了从被动应对到主动预防的转变。智能工单系统根据设备状态自动生成维护任务,并基于维修人员技能、位置等因素进行比较好分配。某化工企业应用后,工单响应速度提升70%,维修效率提高45%。知识管理系统则通过结构化存储维修案例和经验,形成企业专属的设备维护知识库,某航空维修企业借此将新人培养周期从6个月缩短至8周。备件与耗材管理是设备管理的重要环节。智能库存系统通过分析设备故障模式、备件使用寿命等数据,建立动态库存模型。某半导体制造厂应用后,在确保维修需求的前提下,备件库存资金占用减少35%。全流程追溯功能则实现了从供应商管理到报废处置的闭环跟踪,某工程机械企业借此将备件管...
- 工厂设备全生命周期管理系统技术 2026-01-22
- 车间设备全生命周期管理系统报价表 2026-01-22
- 四川材料设备全生命周期管理系统软件 2026-01-22
- 医疗设备全生命周期管理系统有哪些 2026-01-21
- 青岛实验室设备全生命周期管理系统 2026-01-19
- 青岛点检设备全生命周期管理系统定制 2026-01-19
- 湖北车间设备信息化管理系统 2026-01-18
- 宁夏生产设备全生命周期管理系统 2026-01-18
- 青岛实验实训室仪器设备全生命周期管理系统 2026-01-18
- 青岛大型仪器设备全生命周期管理系统哪家好 2026-01-17


- 教学设备全生命周期管理系统 2026-01-13
- 青岛特种设备全生命周期管理系统哪家好 2026-01-13
- 医疗设备全生命周期管理系统招标 2026-01-12
- 青岛idc设备全生命周期管理系统 2026-01-11
- 成都机电设备全生命周期管理系统平台 2026-01-11
- 广西电气设备全生命周期管理系统 2026-01-10





- 德州能源管理系统企业 01-27
- 上海智慧工厂能源管理企业 01-27
- 威海智能能耗管理系统app 01-26
- 海南智能设备管理系统 01-26
- 德州智慧能源管控系统哪家好 01-25
- 菏泽企业能源管理系统服务 01-25
- 青岛智能设备管理系统费用 01-25
- 青岛制造设备管理系统多少钱 01-24
- 中国台湾机床设备管理系统 01-24
- 青岛智能化能源管控系统公司 01-24