- 品牌
- HUCK,WOTON
- 型号
- 短尾铆钉
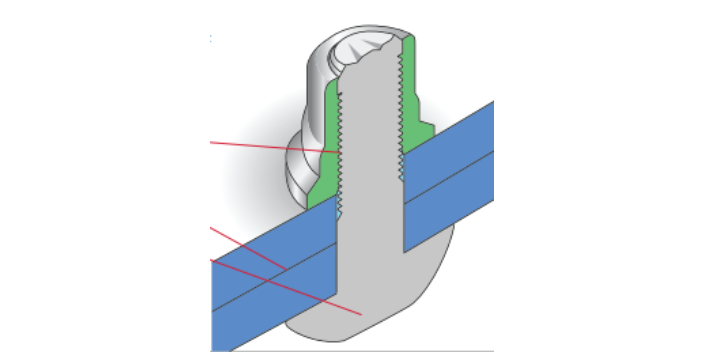
定位短尾铆钉:将短尾铆钉放置在需要连接的工件上,确保铆钉的轴线与工件连接面的法线方向一致。安装工具对准:将铆枪或铆接机的头对准短尾铆钉的尾部,确保工具与铆钉的轴线保持一致。启动工具:按下铆枪或铆接机的启动开关,使工具开始工作。此时,工具的拉爪会咬合短尾铆钉的尾部,将铆钉拉入头。施加压力:随着工具的继续工作,砧筒部分会施力在套环上,消除板间的间隙。当到达预设定的力值时,砧筒开始挤压套环使其变形并进入铆钉的锁槽内。完成铆接:持续的挤压会使套环伸长并拉伸铆钉,产生精确的夹紧力。当铆接动作完成,工具会退出铆钉,松开拉爪,完成安装。短尾铆钉的铆接效果美观,不会对外观造成破坏。短尾铆钉LMY-T

短尾铆钉的连接方式主要包括以下几种:拉铆连接原理:拉铆连接是通过的拉铆枪或拉铆机,将短尾铆钉的钉杆部分拉入预先钻好的孔中,使钉杆膨胀并与孔壁形成紧密的挤压连接。特点:连接强度高:由于钉杆膨胀与孔壁形成紧密的挤压连接,因此连接强度较高。安装便捷:拉铆连接过程相对简单,只需使用的拉铆工具即可完成。适用范围广:适用于多种材料的连接,如金属、非金属等。压铆连接原理:压铆连接是通过的压铆机或压力设备,将短尾铆钉压入预先钻好的孔中,使铆钉的头部或特殊结构部分与工件表面形成紧密的连接。短尾铆钉MGLP-R短尾铆钉操作简单,能够提高工作效率,节省时间和人力成本。

特点:连接强度高:由于铆钉孔壁受挤压而胀大,与钉杆形成紧密的干涉配合,因此连接强度较高。适用范围广:适用于多种材料和厚度的连接。5.其他特殊连接方式随着技术的不断发展,还可能出现一些特殊的短尾铆钉连接方式,如自冲铆接、旋转铆接等。这些连接方式通常具有独特的工艺特点和适用范围,能够满足不同行业和领域的需求。综上所述,短尾铆钉的连接方式多种多样,包括拉铆连接、压铆连接、螺纹连接、干涉配合铆接等。在选择具体的连接方式时,需要根据工件的材料、厚度、连接要求以及使用环境等因素进行综合考虑。
短尾铆钉是一种特殊的锁紧螺栓,了先进的紧固系统。其特点在于钉杆缩短,删除了后端的分离槽和环槽段,从而节省了材料并简化了铆接步骤。与传统的铆钉相比,短尾铆钉在安装过程中无冲击、无噪音,且安装速度更快。应用领域短尾铆钉因其度、可靠性和易于安装的特点,被广泛应用于多个行业和领域,包括但不限于:制造业:汽车制造:用于连接车身、底盘、发动机等部件,确保车辆的结构强度和安全性。航空航天:在飞机、直升机、火箭等航空航天设备的制造中,用于连接机翼、机身、尾翼等关键部件。机械制造:在机床、工具、模具等机械制造领域,提供稳定的连接和支撑。短尾铆钉的使用方法简单易懂,无需专业培训即可上手。

短尾铆钉的使用寿命是一个相对复杂的问题,因为它受到多种因素的影响,包括但不限于铆钉的材质、制造过程、使用环境、使用频率和负荷等。影响因素概述材质与制造过程:铆钉的材质对其耐用性具有直接影响。通常,、度的材料能够提供更好的耐用性和更长的使用寿命。制造过程同样重要,精良的制造工艺能够确保铆钉的质量,从而延长其使用寿命。使用环境:使用环境是影响铆钉使用寿命的关键因素之一。在恶劣环境下(如高湿度、高温度、强腐蚀等),铆钉的寿命会缩短。短尾铆钉的耐用性和可靠性使其成为工业和汽车维修领域的工具。风机塔筒用短尾铆钉2583
短尾铆钉的操作噪音低,不会给使用者带来不适。短尾铆钉LMY-T
该铆接方式要求铆接前铆钉与铆钉孔的配合间隙一定,铆接时适当控制铆钉的镦粗,使铆钉孔壁受挤压而胀大,这样就可以在铆接过程中得到比较均匀的干涉量。特点:连接强度高:由于铆钉孔壁受挤压而胀大,与钉杆形成紧密的干涉配合,因此连接强度较高。适用范围广:适用于多种材料和厚度的连接。5.其他特殊连接方式随着技术的不断发展,还可能出现一些特殊的短尾铆钉连接方式,如自冲铆接、旋转铆接等。这些连接方式通常具有独特的工艺特点和适用范围,能够满足不同行业和领域的需求。综上所述,短尾铆钉的连接方式多种多样,包括拉铆连接、压铆连接、螺纹连接、干涉配合铆接等。在选择具体的连接方式时,需要根据工件的材料、厚度、连接要求以及使用环境等因素进行综合考虑。短尾铆钉LMY-T

连接强度:超越传统标准短尾铆钉的铆接力分布更均匀,避免了传统铆钉因尾部切割导致的应力集中,其抗拉强度和抗剪强度较传统铆钉提升15%-30%。例如,在建筑钢结构连接中,采用短尾铆钉后,其抗剪承载力达到50kN,满足8级地震下的结构安全需求。2. 抗疲劳性:适应高循环载荷短尾铆钉通过优化尾部形状和材质处理,明显提升了抗疲劳性能。在疲劳测试中(循环载荷10^7次),其裂纹萌生寿命较传统铆钉延长50%以上。这一特性使其成为风电设备、轨道交通等长期承受动态载荷领域的理想选择。适用于家具制造,短尾铆钉提升金属部件连接强度。淮安短尾铆钉示例:铁路车辆连接需通过力矩扳手精确控制安装参数。安装工具匹配不同材质和...
- 合肥短尾铆钉C6LB-U 2025-10-03
- 温州振动筛用短尾铆钉 2025-10-03
- 单面铆钉短尾铆钉254 2025-10-02
- 汽车座椅用短尾铆钉7304 2025-10-02
- 湖州短尾铆钉BOM-R10 2025-10-01
- 淮安短尾铆钉2624 2025-10-01
- 福建短尾铆钉BTT35-DT 2025-10-01
- 美国cherry短尾铆钉2025 2025-10-01
- 单面铆钉短尾铆钉BOM-R16 2025-10-01
- 风机塔筒用短尾铆钉BOM-R12 2025-10-01


- 短尾铆钉2581 2025-09-29
- 蚌埠短尾铆钉99-3204 2025-09-29
- 美国cherry短尾铆钉C6LB-U 2025-09-29
- 南京短尾铆钉2583 2025-09-28
- 短尾铆钉99-3006 2025-09-27
- 湖州短尾铆钉BOBTAIL 2025-09-27





- 美国哈克胡克铆钉G84 02-14
- 振动筛用单面铆钉MGLP-U 02-14
- 光伏支架用单面铆钉99-3003 02-14
- 可追溯BOM钉2620 02-14
- 光伏支架用虎克铆钉BTT35-DT 02-13
- 液压虎克铆钉99-6001 02-13
- 风机塔筒用BOM钉BOM-R8 02-13
- 振动筛用胡克铆钉C6LB-R 02-13
- 短尾单面铆钉HPT57RH 02-13
- 美国cherry虎克铆钉99MBT-16 02-13