切粒质量问题粒子形状不规则问题表现:切出的塑料粒子长短不一,横截面不规整,有椭圆或多边形等异常形状。原因分析:切刀磨损严重,刃口变钝或出现缺口,导致切割时受力不均。切刀与模板之间的间隙过大或过小。间隙过大,熔体挤出时容易出现波动,使粒子形状不稳定;间隙过小,则可能造成切刀与模板的摩擦增加,影响切割效果并使粒子表面受损。模板孔的加工精度不高,孔径大小不一致或孔壁有瑕疵,影响熔体挤出的均匀性。解决方法:定期检查切刀的磨损情况,当刃口磨损到一定程度时及时更换切刀。新切刀安装后要仔细调整与模板的间隙,一般根据塑料原料特性,间隙在0.1-0.5毫米之间为宜。对模板进行精度检测,若发现孔有问题,可进行修复或更换模板。确保模板在安装时固定牢固,避免在切粒过程中发生位移。水下切粒机的水下切粒室结构复杂,其设计关乎切粒效果好坏。东莞出口水下切粒机大概费用

水下切粒机的切刀材质种类陶瓷切刀——陶瓷切刀主要包括氧化铝(Al₂O₃)陶瓷、氮化硅(Si₃N₄)陶瓷等。特点:硬度极高,氧化铝陶瓷切刀的硬度可以达到 HRA90 - 95 左右,氮化硅陶瓷切刀的硬度也很高。这种高硬度使其能够轻松地切割各种塑料,并且在切割过程中刃口磨损非常缓慢,尤其适用于切割高硬度、高耐磨的塑料颗粒。化学稳定性好,陶瓷切刀对大多数塑料熔体具有良好的化学惰性,不会与塑料发生化学反应。这使得它在切割含有腐蚀性添加剂或者特殊化学成分的塑料时,能够保持性能的稳定,不会因为化学腐蚀而影响切刀的使用寿命和切粒质量。耐高温性能优异,陶瓷材料的熔点很高,在高温环境下依然能够保持良好的机械性能。在水下切粒过程中,即使面对高温的塑料熔体,陶瓷切刀也不会出现软化或者变形的情况,能够保证切粒的精度和质量。不过,陶瓷切刀的韧性相对较差,容易发生脆性断裂,在使用过程中需要注意避免受到较大的冲击力。惠州附近哪里有水下切粒机供应商家操作水下切粒机时,需准确调控水温与切粒速度,确保切出的粒子尺寸。

水下切粒的基本原理~水下切粒是一种先进的塑料造粒工艺。其主要原理是将熔融的塑料物料通过特殊设计的模具挤出,形成条状熔体。这些熔体在水下环境中被高速旋转的切刀迅速切割成一粒粒的塑料粒子。水在这个过程中起到了关键作用,一方面它能够快速带走塑料熔体的热量,使粒子迅速冷却定型,有效防止粒子粘连;另一方面,水还为切粒过程提供了一个相对稳定的介质环境,减少了切粒时的粉尘飞扬和静电产生。例如,在生产聚乙烯塑料颗粒时,高温熔融的聚乙烯从模具挤出成条后,在循环水的冷却和切刀的作用下,瞬间变成一颗颗圆润、均匀的聚乙烯颗粒。这种工艺相较于传统的切粒方式,能够生产出质量更高、外观更规整的塑料颗粒,广泛应用于塑料加工行业的各个领域。
水下切粒机对不同塑料原料的适应性——水下切粒机具有多方面原料适应性,能够处理多种类型的塑料。对于常见的通用塑料,如聚乙烯(PE)和聚丙烯(PP),水下切粒机可以高效地将其熔融物料切粒。由于PE和PP的熔融温度范围相对较宽,流动性较好,在水下切粒过程中,通过合理调整挤出机温度、螺杆转速和切刀速度等参数,就能得到质量优良的塑料颗粒。工程塑料方面,如聚碳酸酯(PC)、尼龙(PA)等,虽然它们的熔融温度较高、熔体粘度较大,但水下切粒机同样能够胜任。不过,对于这些工程塑料,需要更精细地控制工艺参数,例如提高挤出机的加热功率以确保物料充分熔融,同时优化切刀的材质和转速来应对较高粘度的熔体。此外,一些特殊塑料,如含有纤维增强材料的塑料复合材料,水下切粒机也可进行切粒操作。在处理这类原料时,要注意切刀的磨损情况,因为纤维材料可能会加速切刀的损耗,并且需要适当调整模具的孔径和结构,以保证纤维在切粒过程中均匀分布在塑料颗粒中,从而使产品保持良好的性能。水下切粒机的粒子收集装置应设计合理,方便清理与卸料。

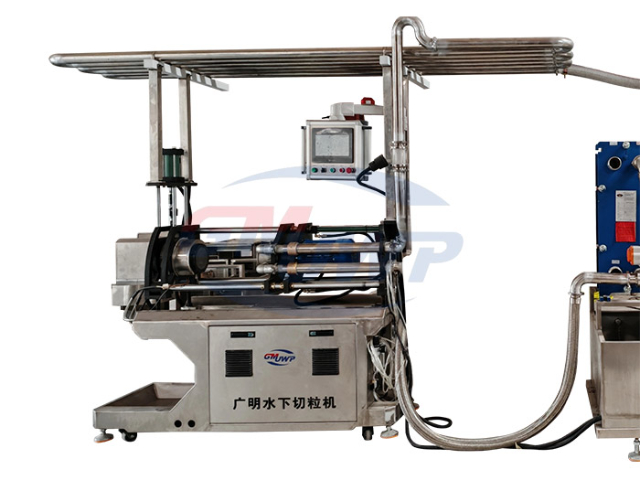
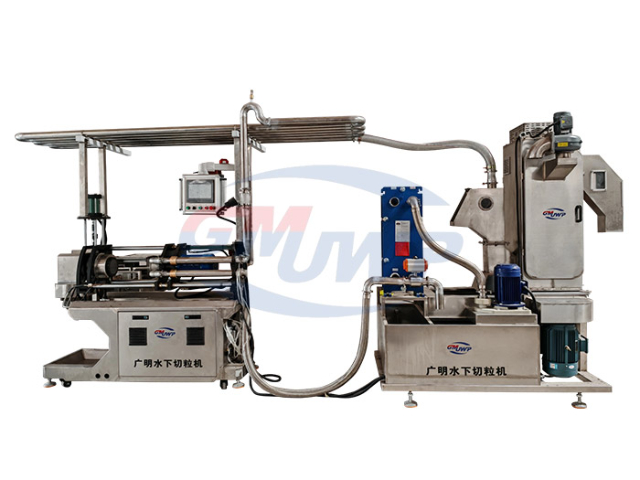
水下切粒机的主要组成部分——水下切粒机由多个重要部分构成。首先是挤出系统,它包括螺杆和机筒,负责将塑料原料加热熔融并推送至模具处。螺杆的设计尤为关键,不同的螺槽结构和长度可适应不同种类塑料的塑化要求,确保物料均匀受热和稳定输送。其次是切粒系统,切刀和模具是其重要部件。切刀通常采用高硬度、耐磨的材料制成,如硬质合金等,以保证在高速旋转切割过程中的锋利度和耐用性。模具上分布着众多细小的孔眼,其孔径和形状决定了塑料颗粒的尺寸和横截面形状。再者是水循环系统,它包含水箱、水泵、冷却水管路等。水箱储存循环水,水泵提供水流动力,冷却水管路将水输送到切粒区域,带走热量并输送切粒后的塑料颗粒。此外,还有控制系统,用于精确调节挤出机的温度、螺杆转速、切刀速度以及水循环系统的水温、水压等参数,确保整个水下切粒过程稳定、高效地运行。水下切粒机的安全防护装置可有效避免操作人员受伤。靠谱的水下切粒机一般多少钱
水下切粒机的密封性能良好,能有效防止物料泄漏,保障生产环境安全。东莞出口水下切粒机大概费用
水下切粒机的实际产量达不到设计产量要求。原因分析:挤出机的塑化能力不足,可能是螺杆的设计不合理,如螺槽深度、螺距等参数不适合所加工的塑料原料,导致物料不能充分熔融和均匀混合,影响挤出量。切刀的转速过低,无法及时将挤出的熔体切成粒子,限制了生产速度。塑料原料的流动性差,在挤出机内的输送阻力大,使物料的挤出速度减慢。这可能是由于原料的分子量分布过宽、添加剂的影响或原料未充分干燥等原因造成的。设备存在泄漏问题,如挤出机的料斗、机头、螺杆与机筒之间的密封处泄漏,导致物料损失,从而降低了实际产量。解决方法:优化螺杆的设计参数,根据塑料原料的特性选择合适的螺杆结构,如渐变型螺杆、突变型螺杆或分离型螺杆等,提高挤出机的塑化能力和输送效率。在保证切粒质量的前提下,适当提高切刀的转速,加快切粒速度。但要注意切刀转速过高可能会导致切粒质量下降。对塑料原料进行预处理,可采用添加润滑剂、增塑剂等方法来降低物料的粘度,提高其流动性。检查设备的密封情况,及时修复或更换损坏的密封件,确保设备无泄漏现象。定期对设备进行维护保养,检查各连接部位的紧固情况,防止因松动而导致泄漏。东莞出口水下切粒机大概费用