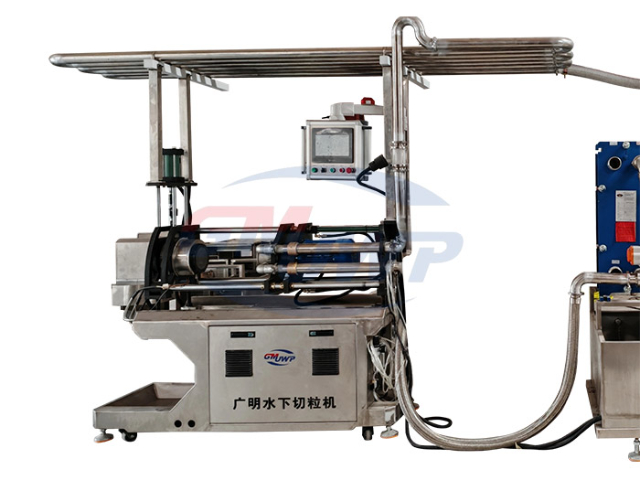
水下切粒机行业需求推动增长——随着全球塑料工业的持续扩张,对塑料颗粒的需求呈现出稳步上升的态势,这为水下切粒机市场提供了坚实的基础。在众多塑料加工应用领域,如包装、建筑、汽车和电子等,高质量的塑料颗粒是生产优质塑料制品的关键原料。以包装行业为例,随着电商的蓬勃发展以及消费者对产品包装品质要求的提高,各类新型包装材料不断涌现,对塑料颗粒的产量和质量都提出了更高的要求。水下切粒机凭借其高效、精细的切粒能力,能够满足大规模生产且保证颗粒均匀性和稳定性,从而在满足包装行业需求方面具有明显优势,其市场需求也随之水涨船高。水下切粒机的机体材质应耐腐蚀,适应潮湿的工作环境。哪些水下切粒机生产设备

水下切粒机的操作安全注意事项——操作水下切粒机时,安全问题至关重要。首先,由于涉及高温的塑料熔体和高速旋转的切刀,操作人员必须经过专业培训,熟悉设备的操作流程和安全规程。在设备运行过程中,严禁打开切粒室门或伸手靠近切刀区域,防止烫伤和机械伤害。切粒机的电气控制系统应具备完善的漏电保护和过载保护功能,定期检查电气线路,确保无破损、短路等安全隐患。对于水循环系统,要注意防止漏水现象,因为水与电气设备接触可能引发短路故障或电击事故。在清理设备或进行维护保养时,必须停机并切断电源,待设备完全冷却后再进行操作。例如,在更换切刀时,要小心谨慎地拆卸和安装,避免切刀掉落伤人。此外,还应在设备周围设置明显的安全警示标识,提醒无关人员远离。同时,配备必要的个人防护装备,如防护手套、护目镜等,为操作人员提供全面性的安全保障,确保水下切粒机的安全运行。EVA热熔胶水下切粒机水下切粒机的传动装置需定期润滑,延长其使用寿命与运行稳定性。

粒子表面有毛刺问题表现:粒子边缘有细小的塑料丝或凸起,使粒子表面不光滑。原因分析:切刀不够锋利,无法干净利落地切断熔体,导致熔体在切断处出现拉丝现象。切刀转速与熔体挤出速度不匹配。如果切刀转速过慢,熔体在被切断前已部分冷却定型,容易产生毛刺;而转速过快时,切刀对熔体的冲击较大,也可能造成切割面不平整并产生毛刺。塑料原料中可能含有杂质或水分,影响熔体的流动性和均匀性,进而导致切粒时出现毛刺。解决方法:检查切刀状况,如磨损则更换切刀,并确保新切刀安装正确且锋利。根据塑料原料的特性和挤出量,合理调整切刀转速,使切刀与熔体挤出速度达到比较好匹配。可通过试验不同的转速组合,观察切粒效果来确定比较好参数。对塑料原料进行预处理,如干燥处理去除水分,过筛去除杂质,保证原料的纯净度和良好的流动性。
水下切粒机的维护保养对于延长设备使用寿命和保证生产稳定性至关重要。首先是切刀的维护,切刀在高速旋转切割过程中容易磨损,需定期检查其磨损程度,当磨损达到一定限度时应及时更换。同时,要确保切刀安装牢固,其与模板的间隙调整合适,以保证切粒精度。水循环系统也需要精心维护。定期检查循环水的水质,防止水中杂质过多导致管道堵塞或影响粒子冷却效果。清理水过滤器,确保水流畅通。对水循环泵进行定期保养,检查其密封性能和运行状况,保证其能提供稳定的水压和水量。此外,挤出系统的螺杆和机筒要保持清洁,避免物料残留碳化影响塑化效果。定期对设备的传动部件如轴承、链条等进行润滑,减少摩擦损耗。电气系统要注意防潮、防尘,定期检查电气元件的连接是否松动,确保设备的电气控制稳定可靠。通过这些整体的维护保养措施,可以使水下切粒机始终处于良好的运行状态,减少故障停机时间,提高生产效益。
水下切粒机的冷却水流量需根据生产负荷合理调节。

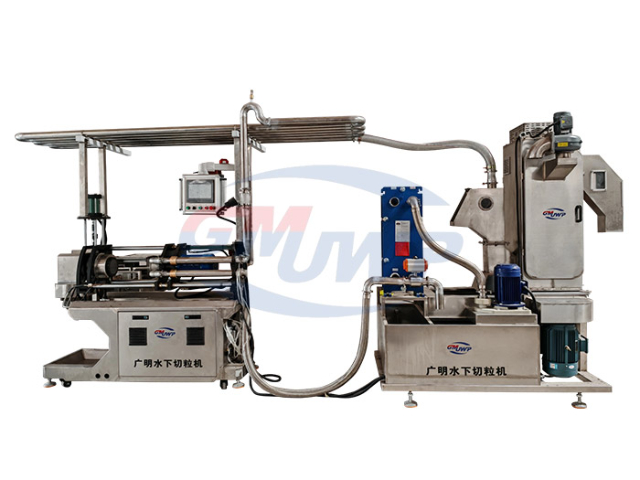
市场整合与并购趋势在水下切粒机市场竞争日益激烈的背景下,市场整合与并购趋势逐渐显现。大型企业为了进一步扩大市场份额、完善产业链布局、获取技术和人才优势,往往会通过并购中小规模企业来实现资源整合。并购可以使企业快速进入新的市场区域或应用领域,利用被并购企业的客户来源、销售渠道和技术等,增强自身的综合实力。例如,一家在欧美市场具有强大品牌影响力的水下切粒机企业,通过并购一家在亚洲新兴市场具有良好客户基础和本地化服务能力的企业,可以迅速拓展亚洲市场业务。同时,并购也有助于行业内的技术交流与融合,推动整个水下切粒机行业的技术进步和产品升级。这种市场整合与并购趋势将重塑水下切粒机市场格局,对于具有核心竞争力和发展潜力的企业来说,是一个实现跨越式发展的重要机遇,也将对市场的未来走向产生深远影响。水下切粒机是塑料加工关键设备,能将熔融物料切成均匀粒料,保障产品质量稳定。东莞稳定水下切粒机定制价格
水下切粒机的模板孔设计影响粒子形状,合理设计可使粒子外观规整。哪些水下切粒机生产设备
水下切粒机的实际产量达不到设计产量要求。原因分析:挤出机的塑化能力不足,可能是螺杆的设计不合理,如螺槽深度、螺距等参数不适合所加工的塑料原料,导致物料不能充分熔融和均匀混合,影响挤出量。切刀的转速过低,无法及时将挤出的熔体切成粒子,限制了生产速度。塑料原料的流动性差,在挤出机内的输送阻力大,使物料的挤出速度减慢。这可能是由于原料的分子量分布过宽、添加剂的影响或原料未充分干燥等原因造成的。设备存在泄漏问题,如挤出机的料斗、机头、螺杆与机筒之间的密封处泄漏,导致物料损失,从而降低了实际产量。解决方法:优化螺杆的设计参数,根据塑料原料的特性选择合适的螺杆结构,如渐变型螺杆、突变型螺杆或分离型螺杆等,提高挤出机的塑化能力和输送效率。在保证切粒质量的前提下,适当提高切刀的转速,加快切粒速度。但要注意切刀转速过高可能会导致切粒质量下降。对塑料原料进行预处理,可采用添加润滑剂、增塑剂等方法来降低物料的粘度,提高其流动性。检查设备的密封情况,及时修复或更换损坏的密封件,确保设备无泄漏现象。定期对设备进行维护保养,检查各连接部位的紧固情况,防止因松动而导致泄漏。哪些水下切粒机生产设备