- 品牌
- 宇兴公司
- 型号
- 模切、涂胶、医疗
- 材质
- PET,PE
- 硬度
- 软质
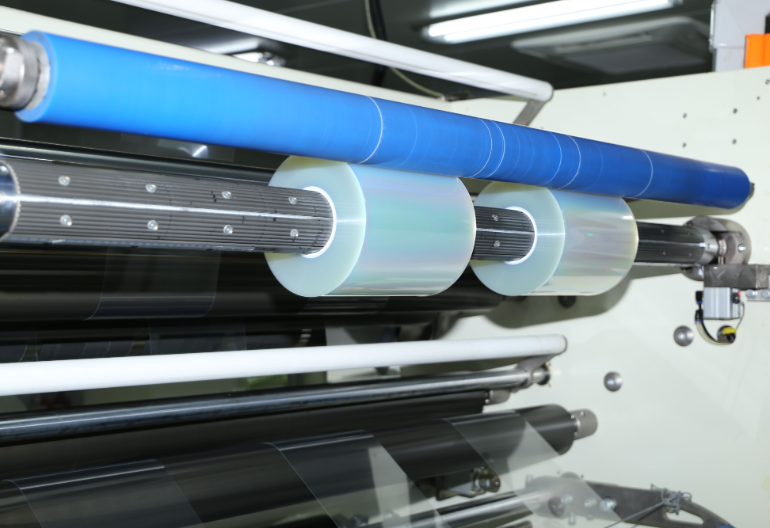
通常,溶剂型硅油的涂布量为0.30~0.每平方米80克,无溶剂硅油的涂布量为0.80~1.每平方米30克。必要的业余测试设备能力测试涂层量。硅油涂层量直接影响剥离功能。较高的涂层量可以密集地覆盖原纸,以确保硅油的平均分布。硅油涂布量低,容易出现漏涂等迹象,导致剥离不良。一些离型涂料供应商专注于剥离,以减少硅油涂料的数量,从而生产出重型离型膜,这在使用时间相称时是危险的。可靠的厂家是在不降低硅油涂布量的前提下,通过调整工艺化学配方来完成剥离力的调整。这是永恒的必要技能积累,而不是一波。离型膜的分类和应用-隔离膜。广东红色离型膜
离型膜
氟素离型膜的检测方法,氟素离型膜用于制备胶带,其特征在于,该方法包括:步骤1,将检测胶水涂覆于氟素离型膜的离型面,检测胶水的涂覆厚度大于胶带制备过程中胶层涂覆厚度;步骤2,将步骤1所得涂覆有检测胶水的氟素离型膜进行干燥,干燥温度低于检测胶水的干燥温度,干燥时间为1~3min;步骤3,于2KG贴合压力下,将PET离型膜贴合于步骤2所得干燥后的氟素离型膜的涂胶面,得到检测胶带;步骤4,将步骤3所得检测胶带进行离型力检测。东莞网格离型膜工厂PET离型膜使用常见问题原因与解决办法大全。
离型膜通常会遇到以下问题1:胶带和离型膜贴合机后,部分胶带在去除时反向去除,并传输“啪”“啪”声响。原因:摆脱时发出声音,起初是离型膜离型力过大,其次是调胶不均造成的。2:造成反摆脱,应该摆脱的原料没有摆脱。原因:直接摆脱的原因PET分离膜的分离力是不合理的。由于分离膜的原始检查不合格,检查机械设备不完整,生产过程不够稳定,促进分离膜的分离力不均匀,波动很大。3:冲切好放置一段时间后离型膜和胶带无法摆脱。原因:放置后胶带和离型膜无法摆脱,一般是因为胶水调整不均匀,有些地区离型力不够,导致胶带无法摆脱。4:分离膜会导致静电感应和灰尘吸附。原因:不在清洁车间进行,为了解决灰尘困难,一个可配备清洁车间,在清洁车间生产加工,二是使用抗静电PET离型膜原料。
双面离型膜:用于泡棉胶带透明PET双面离型膜;双面胶抗晒隔离膜(HDPE银色涂布膜);防水卷材防晒降温用增强型镀铝基材BOPP增强型(BOPET);提高镀铝层附着力,使耐100℃蒸煮按材质、用途可分为:硅油膜/离型膜-聚酯薄膜(PET)楷膜保护膜出产的PET离型膜、聚酯薄膜、预涂膜、光扩散膜、彩色喷墨胶片(电脑膜)、电子行业使用印刷薄膜、磨砂膜、绘图膜、白色聚酯薄膜、黑色聚酯薄膜、PET\聚酯薄膜\PET麦拉。离型膜离型纸,一字之差,却有着不一样的区别离型膜模切常见问题及原因。
离型膜应用于哪些产品上?离型膜广泛应用于多种产品的加工过程中,在制造行业占据了关键的一席之地。离型膜质量标准由离型配方匹配性、离型力、残余粘着力、洁净度、表面电阻、平整性、表面粗糙度以及稳定性等要素决定,不同应用领域的质量要求不同。目前,海外离型膜市场尤其是一些光学类应用领域,大多由日韩企业占据市场主流。近年来,国内离型膜企业从MLCC用离型膜的PET基膜等基础市场做起,不断升级,发展迅猛,逐步缩小与国际领头企业的差距,有巨大发展后劲。同时,也乘着消费电子、汽车电子的风口,积极扩充离型膜产能,力求实现国产替代,获取更多市场份额。离型材料的基本制作流程?广东红色离型膜
离型膜-简要介绍哑光离型膜特性。广东红色离型膜
离型剂为添加于树脂内的内部离型剂和使用喷雾的外部离型剂。通常,树脂制造厂、混炼料制造厂向树脂内添加脂肪酸醋、脂肪酸金属盐、有机硅树脂等作为内部离型剂。作为外部离型剂,挤出成型工厂采用喷雾型离型剂或模具表面处理的离型剂。近年开发的模具表面处理用的离型剂尚存在某些缺点,将必然逐步受到克服。离型剂是为防止成型的复合材料制品在模具上粘着,而在制品与模具之间施加一类隔离膜,以便制品很容易从模具中脱出,同时保证制品表面质量和模具完好无损。离型剂分为内部润滑性和外部润滑性两类。前者主要是提高聚合物分子本身的润滑性,它要求与树脂聚合物有一定程度的亲和性或相溶性。后者是提高模具与聚合物之间的润滑性。广东红色离型膜
- 佛山耐高温离型膜供应商 2026-03-05
- 上海离型膜工厂 2026-03-05
- 茂名绿色离型膜生产工厂 2026-03-05
- 深圳红色离型膜供应商 2026-03-04
- 江苏模切离型膜厂 2026-03-04
- 浙江双淋双硅离型膜批量定制 2026-03-03