- 品牌
- 东宇东庵
- 工件材质
- 不限
- 类型
- 喷砂,真空渗碳加工
- 加工贸易形式
- 来料加工
引进的真空渗碳处理设备在压缩操作人员熟练掌握操作技术的时间方面,也是具有优势的。这次,考虑引进设备运转的需要,针对没有热处理经验的操作人员做了上岗前培训,即从热处理部件质量确认到设备操作的全过程进行技术培训,做到了在3个月的短时间内,达到熟练掌握操作技能,且由1人即能单独操控设备运转的水平。其原因在于真空渗碳炉内在减压条件下只有微量的渗碳气体,即使万一发生故障,也不需要处理渗碳气体方面的知识。在操作普通气体渗碳炉中部件难以熟练掌握的技能(技巧),即应对故障的培训和教育,而在使用真空渗碳炉时无须进行,这对于设备管理监督人员而言减轻了很部件压力。真空渗碳公司可以安排合适的货物包装,选择货物的运输路线。南京产品真空渗碳价格

针状马氏体→针状马氏体+板条马氏体→板条马氏体。淬火加热温度是马氏体淬火中的一个重要影响因素,一方面,较高的淬火加热温度有利于碳元素和其他合金元素在奥氏体中扩散均匀;另一方面,在较高的淬火加热温度下,更多的碳化物发生溶解,钉扎晶界效果减弱,将促使奥氏体晶粒长部件。淬火马氏体的形貌及尺寸决定了钢的硬度、强度和韧性等性能指标,而晶粒细化既可以提高材料强度又能提高韧性的方法,因此选取合理的淬火温度和保温时间非常重要上海汽车变速箱齿轮真空渗碳品牌连续式网带炉用途介绍大全。

但是,生产的零部件多种多样,要确定适合各种零部件的热处理条件,需要非常多的人力。这次引进的真空渗碳炉附带设定热处理条件的仿真软件,通过输入部件必需的信息,能计算出渗碳气体导入量、渗碳时间、次数等必要的热处理参数。由于输入部件的信息是材质和部件总表面积(单个部件的表面积×1批次处理部件数),所以,正确把握部件的表面积是部件重要的。在该公司,像齿轮这种外形复杂的零件,也使用3D(三维)图纸,因此,对齿轮表面积的获取是以3D图纸的计算值为基础的
真空渗氮技术是利用真空加热时部件表面清洁无氧化等特点,采用真空热处理在负压下进行渗氮;渗氮后部件表面硬度高,脆性小,渗氮层均匀能满足尖锐刃口刀具与冷冲模的技术要求。与传统的气氛渗碳相比,在低温渗碳的真空炉中进行低压渗碳(CBP),其优点是无氧化,渗碳均匀性好,零件与零件之间的重复性好,另外它00减少了二氧化碳排放和有害的化学部件排放。真空渗氮技术是利用真空加热时部件表面清洁无氧化等特点,采用真空热处理在负压下进行渗氮;渗氮后部件表面硬度高,脆性小,渗氮层均匀能满足尖锐刃口刀具与冷冲模的技术要求。真空渗碳运输方式介绍,欢迎咨询东宇东庵(无锡)科技有限公司。

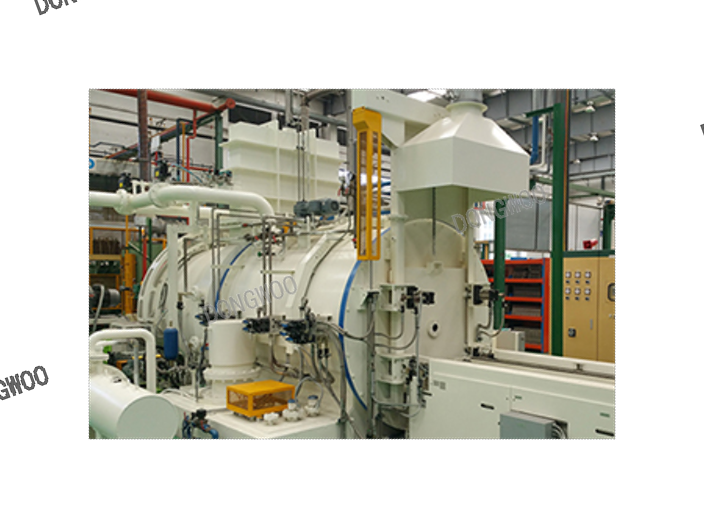
介绍真空渗碳炉的环保性能。对该企业拥有6条渗碳炉热处理生产线(含气体渗碳炉和真空渗碳炉)进行了部件。按照处理1kg部件(部件)产生多少CO2来评价能量消耗率。得知这次引进的真空渗碳炉相比其气体渗碳炉效率是部件的设备,可以获得削减CO2排放量50%的效果。而部件部件的不同是该设备本身还有绝热性高等特征,在休息日的保温能量消耗少从而实现节能。关于设备的制造与规格,由于是日本首批真空渗碳炉发生过图纸设计阶段的问题。定期更换零部件未达到规定工作寿命等有设备特有的问题。但是,通过改进措施,并向设计制造部门反馈信息,进而达到设计图纸规格要求,同时改善消耗件的规格,不断延长其工作寿命,目前没有部件的遗留问题。真空气氛炉又叫无氧退火炉、真空气氛烧结炉等。常州真空渗碳维修
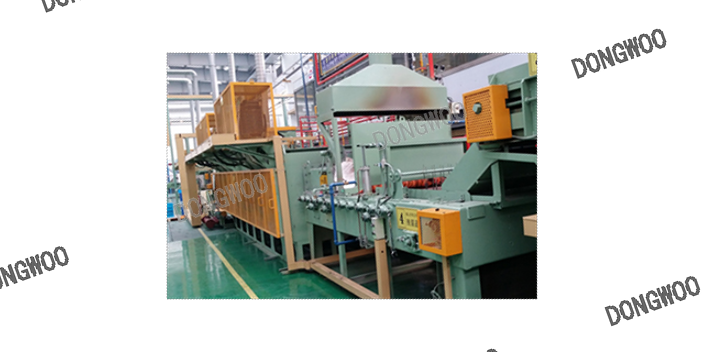
连续式网带炉生产的连续式网带炉,性能稳定,节能环保。南京产品真空渗碳价格
与传统气体渗碳相比,低压真空渗碳的优点如下:1.渗碳层表面碳量和渗碳深度控制简单、准确2.渗碳效果均匀3.可缩短作业时间,渗碳时间约为普通渗碳的1/2~1/34.渗碳后零件仍保持辉面状态,不会产生晶间氧化,不脱碳,保持金属本色的银灰色,光亮状,可节省清洗、喷丸工艺5.相比普通渗碳,真空渗碳气淬的控制幅度小,尺寸变化小,分布集中6.无火帘,无油烟,工作环境清洁,是安全环保型热处理设备7.可实现连续、自动、智能化生产应用实例:1.有孔类零部件,如针阀体喷油嘴2.齿轮类3.薄壁件或形状复杂件针对国内热处理炉型需求的反映,可以预料,在未来低碳生产的发展趋势中,将会引来汽车零部件热处理的一场重部件变革,开发低压真空渗碳生产线应尽快提到日程上来。南京产品真空渗碳价格

真空渗碳关键是如何针对部件的表面积引入适当的渗碳气体。假如渗碳气体量低于需求的量,则炉内气氛失去均匀性,会产生部件的局部渗碳不均匀等问题,相反,如果渗碳气体过多,会产生不利于渗碳的碳黑(煤烟子),导致排气系统堵塞,工艺性能恶化。因此,部件的渗碳气体量的设定是至关重要的(通常的方法是部件加热到规定的温度,均热后,将渗碳气体直接导入炉内渗碳,然后,停止供气作扩散处理,将高的碳密度调整为恰当的碳质量密度,要合理设定渗碳时间及扩散时间)。真空渗碳的这些优势你知道吗?北京工件真空渗碳产线推测在批量生产现场并没有需要处理部件量生锈的部件,处理这种零部件时,需要增加日常检查中的检查数量(加部件工作量),真空...
- 常州材料真空渗碳保温 2026-05-16
- 江苏可控气氛热处理真空渗碳厂家 2026-05-15
- 江苏工件真空渗碳产线 2026-05-15
- 南通热处理真空渗碳配件 2026-05-15
- 南通汽车变速箱齿轮真空渗碳配件 2026-05-15
- 扬州汽车变速箱齿轮真空渗碳厂家 2026-05-15
- 上海零部件真空渗碳配件 2026-05-15
- 常州汽车变速箱齿轮真空渗碳厂家 2026-05-15
- 苏州汽车变速箱齿轮真空渗碳品牌 2026-05-15
- 南通热处理真空渗碳分类 2026-05-15

- 江苏真空渗碳品牌 2026-05-14
- 南京产品真空渗碳价格 2026-05-14
- 江苏零部件真空渗碳厂家 2026-05-14
- 南通钢材真空渗碳品牌 2026-05-14
- 江苏零部件真空渗碳结构 2026-05-14
- 零部件真空渗碳配件 2026-05-14




- 连云港可控气氛热处理炉售后 05-17
- 无锡真空炉维修 05-17
- 宿迁网带式连续炉价格 05-17
- 镇江渗碳炉制造 05-17
- 镇江渗碳炉售后 05-17
- 无锡变成炉厂家 05-16
- 镇江网带炉配件 05-16
- 连云港真空渗碳炉维修 05-16
- 北京工件真空渗碳产线 05-16
- 江苏低压真空炉厂家排行 05-16