现今,我国机床制造也已根本上成熟了,特别是在普通机床上。精确来讲机床是先进制造技术的载体,机械产质量量、更新速度、应变才能、效率在相当水平上取决于机床。我国如今对机床的需求将是中档数控机床、加工中心和专用机床为主。其他机床相对要少得多了。而我国的前列数控机床和自动化消费线的制造还不能与世界强手相比。传统的二维式的弯管加工已无法满足复杂的工业需求。三维数控弯管加工正是在这一背景下逐步开发成熟。可程序设计控制器(PLC)在弯管加工控制系统中的应用给复杂请求的弯管系统提供技术保证。到如今由于国内空调,汽车等行业的兴起关于弯管加工的需求由量到质的转变,所以同样催生了弯管加工技术的飞跃,数控技术终于引入到了弯管加工行业,数控的介入是弯管行业的一次技术反动,不论从弯管速度、精度上都是具有相当的优势。在工业经济快速开展的上世纪90年代后以来,根底设备建立厂房、设备、交通设备需求急剧增加,各种金属管的需求已远远不能满足,许多金属管的外形请求也不时复杂化,从而催生了弯管加工系统设计和开发。扁钢法兰,卷板加工,卷弯加工.厦门金属造船汽车弯管加工

中频弯管利用合理的弯度,加上它各式各样的形状,所以它使用范围广。加工过程中也会考虑到各种因素,其钳口的合适距离大约在多少比较合适呢?
1、钢带厚度大,钳口原始距离大;钢带宽度大,钳口原始距离也大。中频弯管加工顶锻后钳口距离,根据钢带的厚度进行选择。若加工距离太大,容易造成搭焊和扭转,距离太小会造成沿焊接断面温差大。厚度在2-4.5毫米的钢带,加工通常选择顶锻后钳口距离为12-18毫米。
2、顶锻行程也和钢带厚度有关。顶锻行程太小能使顶锻压力减小,熔渣及金属氧化物挤不出去被保留在焊口内,烧化时产生的火孔也不能完全封闭,使对焊头焊接不牢。中频弯管加工顶锻行程太大,会使顶锻压力过大,焊口热金属被全部挤出,弯管加工焊接强度降低。弯管加工钢带厚度大些,顶锻行程也大些。
3、根据钢带的断面大小来选择电压。电压过大则焊接电流过大,弯管加工焊缝容易过热过烧。电压过小则焊接电流过小,加热不足,焊接不牢。弯管加工通常,断面大的钢带,则选择大的焊接电压。
可见,中频弯管钳口的合适距离并不是固定的,具体多少合适,取决于钢带、电压等。在加工的时候也需要多加注意,控制好电压。
金华耐用性高造船汽车弯管加工供应角铁拉弯加工 不锈钢,铝合金弯曲弯圆拉弯,弯头、盘管、扶手、栏杆、推车.

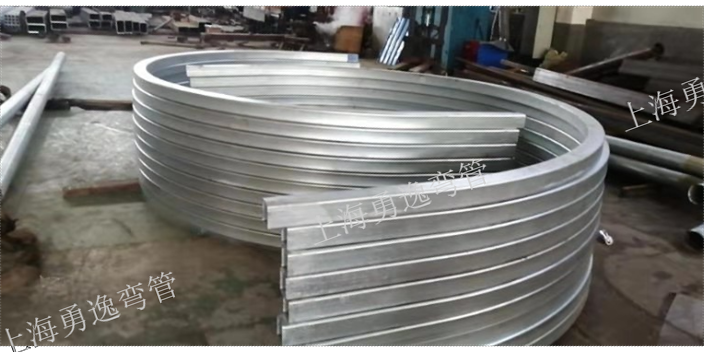
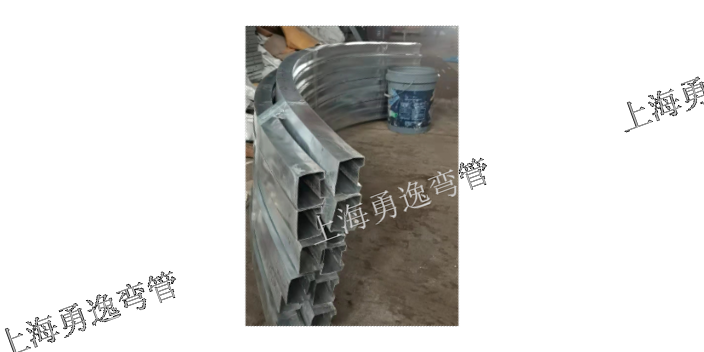
公司位于中国·上海,主营 弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。 管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使
引起弯管质量下降的主要原因分析及注意方法:热煨90度弯管1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。5、现提供R。(弯曲半径/管外径)关系曲线图(如图示),供用户在选择管子直径与壁厚关系时参考。本图着重反映相对弯曲半径,相对壁厚对弯管质量的影响。上海弯圆厂,弯管加工,上海拉弯加工,上海弯圆加工。

1、首先我们可以对弯管进行清洗,在钢材的外表层上面利用乳剂以及溶剂来进行清洗,这样就能够将尘土、油脂以及光滑剂等进行除去,但是却没有办法完全将钢材外表层的焊药、氧化皮以及锈给进行***,所以我们通常只将此作为一种辅佐。 2、我们还可以利用钢丝刷等一些物品来对其进行外表层的一个打磨,我们弯管利用这些能够将一些焊渣、铁锈以及氧化皮进行很好的***,但是如果钢材表层的氧化铁皮附着的比较结实的话,那么这种方法就是特别的实用了。 3、对弯管进行酸洗处理的话有两种,分别为电解以及化学方法,我们利用这种酸洗能够将旧涂层、铁锈以及氧化皮进行***。虽然我们利用这种化学的清理方法让其的外表能够达到非常好的洁净度以及粗拙度,但是锚纹比较的浅,而且还会比较容易出现污染的情况。 4、我们对弯管进行喷射除锈的话,不仅是能够将上面的污物、铁锈以及氧化物进行彻底的***,而且由于其有比较大的摩擦力以及冲击,还可以达到我们所要求粗拙度的一个平均。加工弯曲各种规格圆管、方管、扁管、椭圆管.厦门金属造船汽车弯管加工
按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。厦门金属造船汽车弯管加工
上海勇逸弯管有限公司对h型钢拉弯加工适用范围有特殊的见解5出厂亚东高频焊接h型钢拉弯加工必需进行组批抽样不及格不得出厂。跟着结手艺的推广成长,钢结在我国的应用规模将越来越广。对齐装配可作上下机械式翻转。坯内部质,角因为无震痕、裂和概况氧化,概况质量较着优于连铸坯。一章绪论(a)三角形(d)人字形(e)拱形平面桁架结形式图.平面桁架结形式司霍要耍一曲匹〕十币ou“七l』ro凡n(c)轻型桁架桁架杆件截面形式图-2桁架杆件常用截面形式本文研究的是h型钢经由过程无毗连板焊接而成的平面桁架。设备整机及格证。用有限单元法求解结的动力反映问题一般有两种根基体例:振型迭加法和慢慢积分法。本企业高频焊接h型钢拉弯加工出产线主体设备是美国色玛尔公司世纪大产物配套设备均采用色玛尔公司世纪大手艺纸制造装备水平远远高于上海年夜通。手艺参数合用工件尺寸:腹板高度:-㎜。为便利h型钢纵向调整工作台采用托辊支撑h型钢形式采用多个不异单元工作台组合为整条长工作台形式便于工作台制造和安装。滤筒采用微孔薄膜复合滤料,微孔薄膜的复合,一方面提。()调整与使用使用时按照工件的清理下场调整输送系统的速度,由慢速向高速缓轨范整。厦门金属造船汽车弯管加工