- 品牌
- 利方华诚
- 型号
- LFHC
- 类型
- 便携式,固定式,在线式,泵吸式
硫化氢气体检测仪的应用场景:石油和天然气行业:在石油开采、炼制过程中,地下油层和天然气中往往含有硫化氢。硫化氢气体报警仪可以安装在井口、炼油装置、储油罐等位置,实时监测硫化氢的泄漏情况,保障工作人员的生命安全和设备的正常运行。例如,在海上石油钻井平台上,硫化氢气体报警仪是必不可少的安全设备,一旦发生硫化氢泄漏,能够及时报警,让工作人员采取紧急措施,如撤离现场、启动通风系统等。化工行业:许多化工生产过程涉及硫化氢的使用或产生,如硫化物的合成、含硫化合物的分解等。在化工车间、仓库等场所安装报警仪,可以有效防止硫化氢中毒事故的发生。例如,在生产硫酸的工厂中,硫化氢可能在某些工艺环节中产生,报警仪可以监测其浓度,确保环境安全。污水处理行业:污水中的有机物在厌氧分解过程中会产生硫化氢。在污水泵站、污水处理厂的曝气池、污泥处理车间等位置,硫化氢气体报警仪可以监测硫化氢的浓度。因为这些场所的工作人员经常暴露在硫化氢可能超标的环境中,报警仪的使用可以及时发现危险,避免工作人员中毒。成都华诚仪器有限公司的可燃气体报警仪可以检测一氧化碳,酒精,硫化氢,氧气等多种气体。凉山气体检测仪批发公司

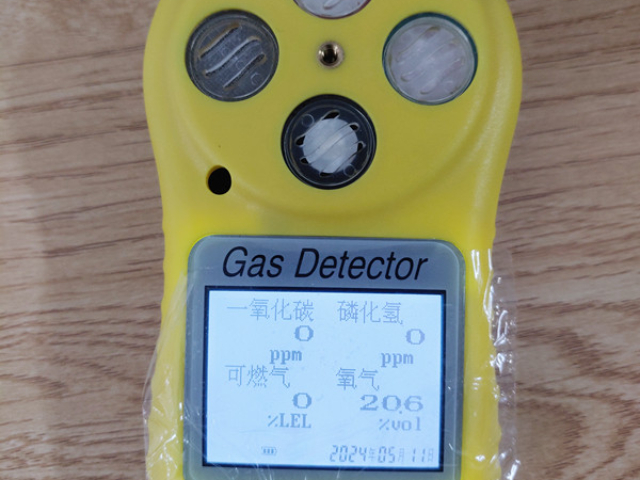
便携式四合一气体便携式四合一气体探测器是一种能够同时检测四种不同气体浓度的仪器。它主要用于在各种环境中,如工业场所、地下矿井、有限空间作业等,快速、准确地检测对人体有害的气体,为使用者提供安全保障。其特点有:多功能性:能够同时检测四种关键气体,减少了携带多种单一气体探测器的麻烦,提高了工作效率。便携性:体积小巧、重量轻,方便使用者携带,能够在不同的作业场所灵活使用。实时监测:可以实时显示气体浓度,让使用者迅速了解周围环境的气体状况。报警功能:具有声光报警功能,当气体浓度超过安全阈值时能及时提醒使用者,保障使用者的安全。云南化工厂气体检测仪批发公司四川西藏青海甘肃云南气体探测器现货销售。

硫化氢气体报警仪的报警阈值通常分为两级:低位报警阈值:一般设置在10mg/m³(约7ppm)。当环境中硫化氢浓度达到这个值时,报警仪会触发低浓度警报,提醒人员注意,可能存在硫化氢泄漏情况,需要采取相应的预防措施,如加强通风、排查泄漏源等3。高位报警阈值:通常设置为50mg/m³(约30ppm)。如果硫化氢浓度超过此值,意味着环境处于危险状态,可能会对人员的生命安全造成严重威胁,需要立即启动紧急应对措施,如组织人员疏散、进行应急处理等。在一些特殊的工作环境或根据具体的安全要求,也可能会采用三级报警机制等其他设置方式。但总体来说,上述两级报警阈值是比较常见和通用的标准。
需要进行可燃气体检测的行业包括不限于:冶金行业钢铁厂:在炼钢、炼铁等过程中,可能会产生一氧化碳等可燃气体。有色金属冶炼厂:一些有色金属的冶炼过程中也会涉及可燃气体的产生和使用。五、污水处理行业污水在处理过程中,可能会产生沼气(主要成分是甲烷和二氧化碳)等可燃气体,尤其是在污水处理厂的厌氧处理区域。六、仓储物流行业仓储:存储易燃易爆物品的仓库,如存放汽油、酒精、液化气等的仓库,需要检测可燃气体泄漏情况。物流运输:运输可燃气体或易燃易爆物品的车辆和场所。七、制药行业部分制药过程中会使用或产生可燃的有机溶剂蒸气等。八、食品加工行业例如在一些使用燃气进行烘焙、蒸煮等加工的食品厂,以及在发酵等过程中可能产生可燃气体的场所。 便携式气体报警仪利方华诚。

一氧化碳气体检测仪是一种用于检测环境中一氧化碳(CO)气体浓度的仪器,其工作原理有:电化学原理:一氧化碳在电化学传感器的工作电极上发生氧化反应,产生电流,电流大小与一氧化碳浓度成正比。特点:具有较高的灵敏度和准确性,能够检测低浓度的一氧化碳。响应时间通常较短,可以快速给出检测结果,并且稳定性较好,能够在较长时间内保持准确的测量。不过,其传感器寿命有限,一般需要定期更换,而且容易受到环境中其他化学物质的干扰。半导体原理:基于金属氧化物半导体在一氧化碳存在时其电阻会发生变化。当一氧化碳气体吸附在半导体表面时,会改变半导体的电子结构,导致其电阻值改变,通过测量电阻变化来确定一氧化碳浓度。特点:成本相对较低,适用于一些对精度要求不是特别高的场合。其结构简单,体积可以做得较小,便于携带和安装。但是,它的灵敏度和选择性相对较差,容易受到温度、湿度等环境因素的影响,测量结果不够稳定。红外吸收原理:一氧化碳对特定波长的红外光有吸收作用,仪器通过测量红外光被吸收的程度来确定一氧化碳浓度特点:具有高精度、高稳定性的优点,不受湿度等环境因素的影响,抗干扰能力强。可以进行连续、实时的监测,适用于恶劣环境。成都多参数气体报警仪现货销售。阿坝沼气池气体检测仪安防资质
成都华诚仪器有限公司性能稳定的多参数气体报警仪。凉山气体检测仪批发公司
在线式气体检测仪在工业过程控制的应用和优势:应用场景:在化工、石油化工等行业的生产过程中,在线式气体检测仪用于对生产线上的各种气体进行实时监测。例如,在合成氨生产过程中,需要对氢气、氮气、氨气等气体的浓度进行连续监测,以确保反应过程的正常进行。如果氨气浓度过高,可能预示着反应过程出现问题或者设备泄漏,检测仪能够及时发现并报警,便于操作人员采取措施,如调整反应参数或者进行设备维修。优势:能够实时反馈气体浓度变化,为工业自动化控制提供准确的数据支持。通过与控制系统集成,可以实现对生产过程的精确控制,提高生产效率和产品质量,同时保障生产安全。 凉山气体检测仪批发公司

在环保监测领域,准确掌握气体排放情况是企业合规生产与环境保护的重要前提,成都华诚仪器有限公司的各类气体检测仪凭借高精度、高稳定性的特点,成为环保监测工作的得力助手。其中,在线式气体检测仪可实时监测企业废气排放口的有毒有害气体浓度,数据可直接上传至环保部门监管平台,确保排放数据真实、可追溯,帮助企业满足环保法规要求;泵吸式气体检测仪则适用于环保执法人员现场抽检,可快速检测企业无组织排放的气体浓度,为执法检查提供准确依据;而壁挂式气体报警仪可安装在企业厂区周边,监测边界大气质量,及时发现气体泄漏对周边环境的影响。这些设备不仅检测精度符合国家相关标准,还具备抗干扰能力强、适应复杂气候环境等优势,为环...
- 阿坝便携式气体检测仪批发公司 2026-05-20
- 仓库气体检测仪探头 2026-05-20
- 四川一氧化碳气体检测仪供应商 2026-05-19
- 成都氧气气体检测仪批发 2026-05-19
- 阿坝多合一气体检测仪销售 2026-05-19
- 阿坝硫化氢气体检测仪安装调试 2026-05-19
- 云南有毒有害气体检测仪价格便宜 2026-05-19
- 四川化工厂气体检测仪批发价格 2026-05-18
- 催化燃烧气体检测仪 2026-05-18
- 西藏硫化氢气体检测仪安装调试 2026-05-18

- 云南二氧化碳气体检测仪供应商 2026-05-17
- 四川红外气体检测仪价格便宜 2026-05-17
- 凉山四合一气体检测仪安装调试 2026-05-17
- 贵州化工厂气体检测仪销售 2026-05-17
- 重庆仓库气体检测仪批发价 2026-05-17
- 云南红外气体检测仪如何配置 2026-05-16



- 阿坝多合一气体检测仪销售 05-19
- 阿坝便携式水质检测仪器经销商 05-19
- 阿坝硫化氢气体检测仪安装调试 05-19
- 云南有毒有害气体检测仪价格便宜 05-19
- 四川化工厂气体检测仪批发价格 05-18
- 催化燃烧气体检测仪 05-18
- 西藏硫化氢气体检测仪安装调试 05-18
- 贵州固定式气体检测仪如何配置 05-18
- 重庆进口气体检测仪环保验收 05-18
- 四川硫化氢气体检测仪哪个品牌好 05-18