段落二:懒人高速数控龙门铣的高效率优势及其性能特点懒人高速数控龙门铣以其明显的高效率优势,在机械制造业中脱颖而出。这一优势不仅体现在设备的高速切削能力上,更体现在其自动化、智能化的加工过程中。首先,懒人高速数控龙门铣具备高速切削能力。其主轴转速快、进给速度高,使得设备在加工过程中能够快速完成切削任务。同时,设备采用了先进的刀具材料和涂层技术,提高了刀具的耐磨性和切削效率,进一步缩短了加工周期。其次,懒人高速数控龙门铣的自动化程度高。设备配备了自动换刀系统和自动夹具装置,能够实现工件的自动装夹和刀具的自动更换。这种自动化生产方式减少了人工干预和停机时间,提高了生产效率。同时,设备还具备智能化的加工编程和仿真功能,能够根据工件的形状和尺寸自动生成加工程序,并进行加工过程的仿真和优化,从而进一步提高加工效率。此外,懒人高速数控龙门铣还具备高精度的加工能力。设备采用了高精度的测量系统和反馈机制,能够实时监测加工过程中的位置和形状误差,并进行自动补偿和调整。这种高精度的加工能力确保了设备在高速切削过程中仍能保持稳定的加工精度和表面质量,提高了产品的合格率和一致性。综上所述。 高效稳定的高速数控龙门铣,值得信赖。新能源高速数控龙门铣功能
入剖析懒人自动化高速数控龙门铣的工作原理,我们会发现其内部机制极为复杂且精密。这种机床的工作原理的精髓在于其高度智能化的数控系统和精密的机械结构之间的完美融合。数控系统作为龙门铣床的中心,其内部包含了大量的控制算法和逻辑判断程序。这些算法和程序能够根据加工需求,精确计算出切削刀具的运动轨迹和切削参数。同时,数控系统还能实时监测机床的工作状态,包括切削力、温度、振动等关键参数,一旦发现异常情况,便能迅速作出反应,调整切削参数或发出警报,确保加工过程的安全和稳定。龙门铣床的机械结构同样至关重要。床身、横梁、滑枕和工作台等部件经过精密设计和制造,保证了机床的高刚性和高精度。这些部件在数控系统的驱动下,能够按照预定的轨迹进行精确运动,实现对工件的高效切削。此外,机床的传动机构和伺服电机也是实现高精度加工的关键环节。传动机构能够将数控系统的控制指令转化为机械运动,而伺服电机则能够提供稳定且精确的动力输出,确保切削刀具的运动轨迹和速度符合加工要求。值得一提的是,懒人自动化高速数控龙门铣还采用了许多先进的技术手段,进一步提升了其工作原理的先进性和实用性。 新能源高速数控龙门铣功能选择实惠的高速数控龙门铣,让生产更加高效经济。
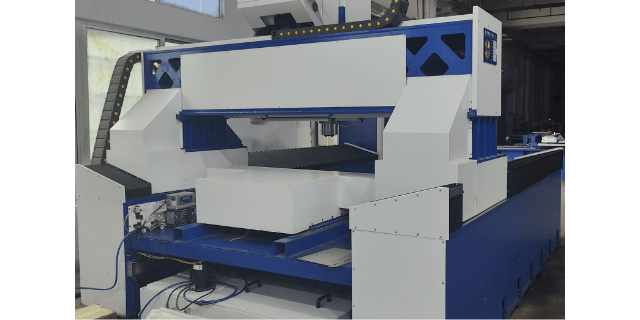
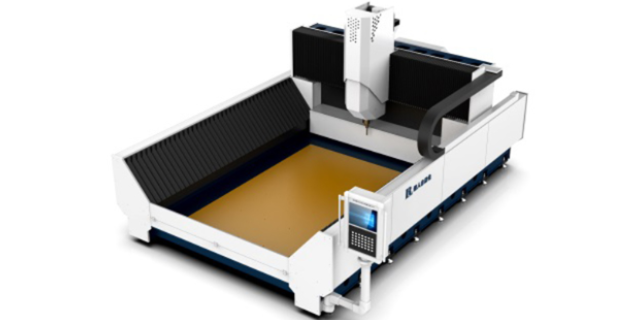
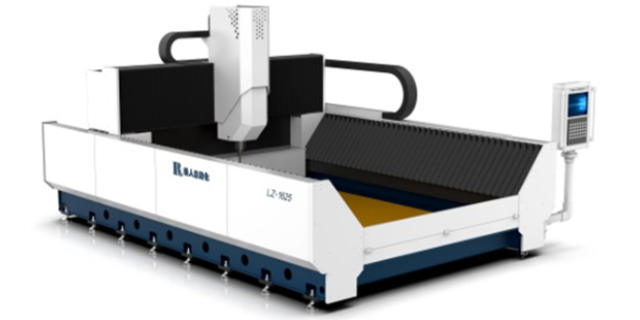
高速数控龙门铣是一台集钻孔、攻牙、铣削、为一体的高速龙门复合加工中心,该设备采用六轴数控系统,配备自动换刀刀库,加工范围广,支持在线及离线编程,双驱动四导轨,一体式蜂窝状焊接床身,刚性好,响应快,结构更稳定,高精、高效、高转速,重切削的设备,无需打地基,空程速度60000 mm/min,广泛应用于钣金行业、机加工行业、新能源汽车零配件加工,如:焊接后的汽车底架,电池托盘。机械设备的机架,锂电设备上下架,自动化设备的床身,炭纤维管状零件钻孔,攻牙,打磨等。
懒人自动化高速数控龙门铣的智能化特点还体现在其友好的人机交互界面和远程监控功能上。数控系统采用直观易用的操作界面,使得操作人员能够轻松地进行编程、设定参数和监控加工过程。同时,该机床还支持远程监控和管理,操作人员可以通过互联网远程访问数控系统,实时了解机床的运行状态和加工进度,进行故障诊断和远程维护。这一特点使得生产过程更加灵活和可控,提高了企业的管理效率和响应速度。更为值得一提的是,懒人自动化高速数控龙门铣的智能化特点还展现在其强大的自适应性和优化能力上。面对复杂多变的加工环境和材料特性,该机床能够迅速适应并调整加工策略。通过内置的高级算法和智能控制系统,机床能够实时分析加工过程中的各种参数变化,如切削力、温度、振动等,并根据这些变化自动调整切削速度、进给量等关键参数。这种自适应能力使得机床能够在不同加工条件下保持比较好的工作状态,从而提高加工质量和效率。 高速数控龙门铣,稳定性强,高效率加工无间断。

关于懒人自动化高速数控龙门铣在不锈钢材质加工中的优势,加工精度明晃,无比在不锈钢材质加工中,加工精度是至关重要的。懒人自动化高速数控龙门铣凭借其明晃的加工精度优势,能够满足客户对高精度不锈钢零部件的需求。首先,该设备采用了高精度的机械结构和传动系统,确保了加工过程中的稳定性和可靠性。其次,龙门铣床配备了先进的数控系统和传感器,能够实时监测加工过程中的各项参数,确保加工精度的稳定性和一致性。此外,设备还具备高精度的切削和磨削功能,能够对不锈钢材质进行精细加工,实现微米级别的加工精度。因此,使用懒人自动化高速数控龙门铣加工不锈钢材质,能够确保零部件的尺寸精度和表面质量达到客户要求,提高产品的竞争力和附加值。 高效稳定的高速数控龙门铣,确保加工精度。广东工业高速数控龙门铣规格
高速数控龙门铣,精确度高,确保产品质量稳定。新能源高速数控龙门铣功能
数控系统实现零件的加工主要通过以下几个步骤:产品图纸设计:首先,根据零件的需求进行产品设计,包括确定产品的尺寸、形状等关键参数。这一步骤是零件加工的基础,确保后续加工过程能够按照预设的要求进行。加工程序编写:根据产品图纸和加工要求,程序员使用CAM(计算机辅助制造)软件或其他常用程序组装加工路径,并进行优化。这个路径描述了刀具在加工过程中应如何移动以切削材料。编写好的加工程序随后被上传到数控机床的控制系统中。加工程序的编写方法通常有手工编程和自动编程两种,分别针对简单零件加工和复杂零件加工。装夹工件:在加工开始之前,工件需要被精确地装夹到数控机床的工作台上,以确保其在加工过程中的稳定性和位置精度。程序输入与处理:加工程序通过各种输入装置被输入到数控系统中。数控装置可以一边读程序一边进行加工,也可以先将程序全部读入内部存储器,再从存储器中调用。输入的程序在数控装置内部进行一系列的计算和处理,包括轨迹插补运算,即在线段的起点和终点的坐标之间进行数据点的密化,求出一系列中间点的坐标值,并向相应坐标输出脉冲信号。机床运动与加工:经过处理后的指令通过伺服系统驱动机床的各个运动部件。 新能源高速数控龙门铣功能