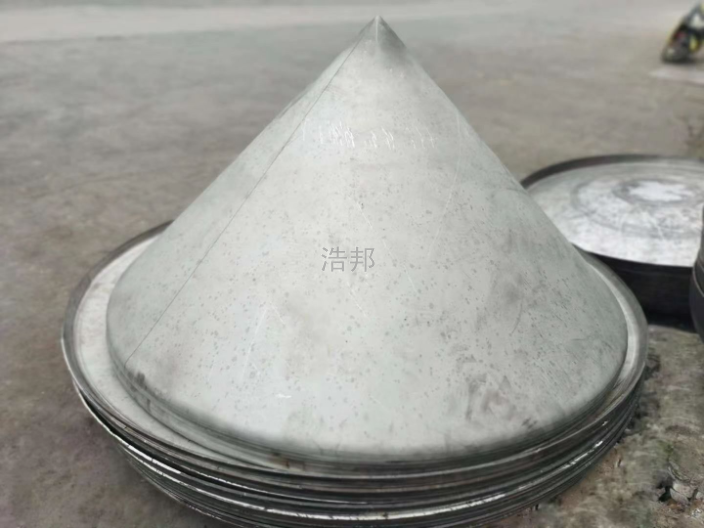
常用的锥形封头为分无折边锥形和折边锥形封头两种。一般常用的锥形封头为60度、90度、120度、150度几种,而无折边的锥形封头做出来因尺寸,模具的关系,可能圆度会较差一点,外面不美观,所以这种锥形除了在锥度越小时一般采用,而折边的锥形封头,因为带有直边,可以对它的圆整度进行修整,所以无论是在尺寸方面,还是圆整度,操作方便都是优于无折边的,这也是为什么很多客户都采用折边锥形封头的原因。对于锥体封头大端,当锥壳半顶角α<30°时,可以来用无折边结构;当α>30°时,应采用带过渡段的折边结构,大端折边的过渡段转角半径应不小于封头大端内直径的10%,且不小于该过渡段厚度的3倍。对于锥体小端,当锥壳半顶角α<45°时,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构。小端折边的过渡段转角半径应不小于封头小端内直径的5%。且不小于该过渡段厚度的3倍。当锥壳半顶角α>60°时,其厚度可按平盖计算,也可以用应力分析方法确定。锥壳与圆筒的连接应采用全焊透结构。作为厂家,一般建议使用折边锥形封头,因为这种封头带有直边,工人操作上面可以节约时间成本,而且外观非常漂亮。温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有想法可以来我司咨询!贵州薄壁锥形封头源头工厂

锥形封头制造有哪些工艺:1.是进料—理化—下料—热锻成型—热处理—查验—精加工—制品查验—标识—制品查验。运用锥形封头,由于它的形状为锥体,其主体部分在内压作用下,薄膜应力发生在大端。锥体和圆筒部分联接处,由于几何不连续性,曲率半径骤变,因此该处会发生较大的横向推力,引起较大边缘应力,容易发生弯曲,因此需求加强。关于锥形锥形封头的大端。。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。、二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。,并与实物标志相符,且经本公司复验合格。4制造检验流程。,如需拼接时,锥形封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。,不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线。青海310S锥形封头重量抛光锥形封头设备,就选温州浩邦金属制品有限公司,有需求可以来电咨询!

锥形封头制造通用工艺规程1范围、拼板、焊接、成形、检验等的方法和要求。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。并与实物标志相符,且经本公司复验合格。4制造检验流程。如需拼接时,封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线,采用机械加工、等离子切割或氧乙炔焰气割等方法进行下料和切割坡口,切割后必须去净割瘤、飞溅、毛刺及氧化层,并用砂轮打磨呈金属光泽,坡口表面不得有裂纹、分层、夹渣等缺陷。
下面我们来说一下碳钢锥形封头出现裂纹的原因吧!1、化学成分的影响依据相关资料公式盘算可知316,310的△值分别为+、+。2、加工变形量的影响封头在冷旋压进程中,资料的变形量较大翻边部位可达百分之40以上依据相关资料介绍Cr-Ni不锈钢冷加工对导磁率的影响发生马氏体组织的含量随化学成分的增加而削减随冷加工变形率的变大而增加。3、焊接的影响在等强度原则下选用焊接工艺焊接热影响区的晶粒长大使其塑性下降焊接缺陷中的尖锐缺口在旋压进程中被拉裂,都使其机能低于母材而首先发生裂纹。解决方法:1、提升化学成分即在不改酿成形工艺的情况下可改用更好的资料。2、提高封头的加工温度实行温旋压工艺。3、改变应变巨细依据资料介绍即从Cr-Ni不锈钢冷加工对到导磁率的影响可以看出在变形量百分之。可以在变形较大区域增加压制次数,控制每次变形量在百分之。4、热处置固溶处置能消除马氏体恢复机能。5、提高焊接质量在旋制进步行探伤检查消除内外部缺陷。选用适合的焊接工艺,提高焊接接头力学机能减小热影响区。锥形封头设备,就选温州浩邦金属制品有限公司。
锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。温州浩邦金属制品有限公司为您提供 锥形封头设备,有需求可以来电咨询!四川国标锥形封头生产厂家
温州浩邦金属制品有限公司致力于提供锥形封头设备,欢迎您的来电哦!贵州薄壁锥形封头源头工厂
锥形封头通常都有哪些材质:304316LQ235B2205310S执行标准为GB/T25198-2010.品种较多,锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。贵州薄壁锥形封头源头工厂





