弹簧的等温淬火:对于直径较小或淬透性足够的弹簧可采用等温淬火,它不仅能减少变形,而且还能提高韧性。在等温淬火后再进行一次回火,可提高弹性极限。弹簧的松弛处理:弹簧长时间在外力作用下工作,由于应力松弛,会产生微量的(塑性)变形,特别是高温工作的弹簧,在高温下应力松弛现象更为严重,使弹簧的精度降低,这对一般精密弹簧是不允许的。因此,这类弹簧在淬火、回火后应进行松弛处理。热处理工艺:对弹簧预先加载荷,使其变形量超过弹簧工作时可能产生的变形量。然后在高于工作温度20℃的条件下加热,保温8~24h。形变热处理:形变热处理是将钢的变形强化与热处理强化两者结合起来,进一步提高钢的强度和韧性。高温形变热处理是在稳定的奥氏体状态下产生形变后立即淬火,也可与锻造或热轧结合起来,即热成型后立即淬火。喷丸处理:喷丸处理是目前应用的改善弹簧表面质量的方法之一。弹簧要求有较高的表面质量,划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,进行喷丸处理,不仅改善弹簧表面质量,提高表面强度,使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。东莞不锈钢316拉伸弹簧加工订做

弹簧的表面处理有什么作用?(1)金属保护层种类很多,就弹簧而言,一般是用电镀的方法以获得金属保护层。电镀保护层不但可以保护不受腐蚀,同时能改善弹簧的外观。有些电镀金属还能改善弹簧的工作性能,例如提高表面硬度,增加抗磨损能力,提高热稳定性,防止射线腐蚀等。但如果单纯为了弹簧的腐蚀,一般应选用电镀锌层与电镀镉层。弹簧镀锌的作用(2)锌在干燥的空气中较安定,几乎不发生变化,不易变色。在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜。这层致密的薄膜可阻止继续遭受腐蚀。因此镀锌层用于弹簧在一般大气条件下防腐蚀保护层。凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。 东莞琴钢线拉簧压力值东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。

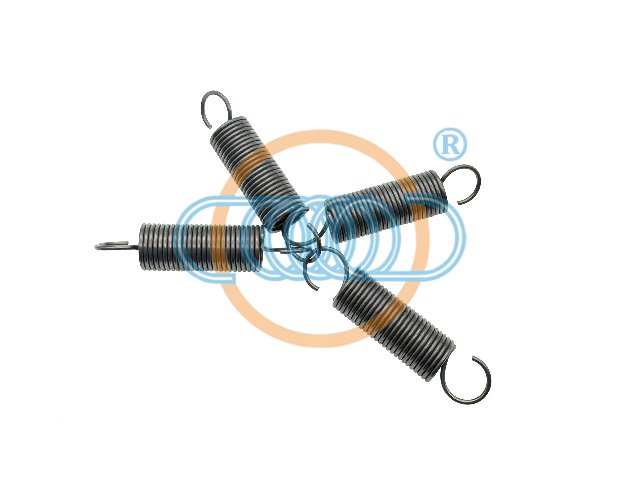
拉伸弹簧与其它弹簧的区别在于,拉伸弹簧有许多有效匝,两端有不同形状的“钩”。两端的“挂钩”用于承受不同形状和角度的载荷。此外,还有一些其他复杂的样式,如调整弹簧长度等。拉伸弹簧的有效圈数是紧密的,并且在一起,这保证了拉伸力并且存储了尽可能多的能量。螺旋拉伸弹簧由螺旋部分和钩环部分组成。在生产中应用拉伸弹簧的方法有圆钩环、偏心钩环、长圆钩环、锥形钩环、钩环与螺纹结合等。各种钩环形式适用于不同场合的使用要求,在设计和加工中根据不同要求生产不同的钩环。拉簧钩环既要保证和满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。因此,在加工钩环时应尽量增大过渡段的曲率半径,减少应力集中现象。
拉伸弹簧的拉伸极限是指该弹簧所能够承受的比较大拉力,超过这个拉力,弹簧就会变形(失效)他的计算方式是:拉伸弹簧劲度系数(K),然后又K=F/X,得弹力F=KX,记住X是位移的变法量。弹性极限:即弹簧弹性形变极限。弹性形变:弹簧能恢复自由长度的形变。超过弹性极限,弹簧就无法恢复自由长度,此时不在为弹性变形,简言之,弹簧被拉坏了,夸张一点,弹簧被拉直了,拉直之后,你拉的就是一条钢丝。因此达到弹性极限后,拉力是会变的,不会恒定的。我司可生产的弹簧线径范围:0.08-5.0mm!

当我们开发一款新产品的时候,当中需要弹簧的时候,寻适合有实力有技术的弹簧生产厂家来配合是非常有必要的,1、图纸设计我们想要选购一款弹簧产品的时候要先将产品的数据设计出来,通过工程师绘图能更明白地与弹簧生产厂家沟通,绘制出一张弹簧图纸是购买弹簧配件的时重要的一个步骤。图纸的详细程度直接影响弹簧产品的质量效果。2、选择筛选供应商如果我们使用弹簧产品的话那么弹簧生产厂家就需要我们筛选,通过比较选择出适合我们的供应商,在互联网上弹簧生产厂家很多,我们要选择出质量和口碑都相对比较好的厂家来配合,也可通过实地的考察,了解我们选定的供应商是否适合我们。3、弹簧配件的材料比较当选择好了弹簧生产厂家合作生产弹簧配件的时候,我们可以与弹簧厂家进行技术交流,听取对方的建议结合我们的实际应用,选择出适合我们的弹簧原材料,不管是压簧、扭簧、卡簧还是一些特殊弹簧,作为弹簧的专业厂商都有自己的制造经验,通过交流我们能更正确选择我们的理想产品。无论是重载还是轻载应用,玖胜的拉伸弹簧都能提供稳定的支撑和缓冲。耐高温拉簧厂家
弹簧的电镀一般有:镀镍,镀锌,镀银,镀金,镀铬,煲黑。东莞不锈钢316拉伸弹簧加工订做
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。 东莞不锈钢316拉伸弹簧加工订做