OPTOFLASH柔性光学测量机,是马波斯公司测量机部门的产品。Optoflash不仅能在实验室里,也能在生产现场环境下进行快速、精细的质量控制。该系统提供了一套种类齐全、应用的测量软件,可以轻松地解决各种常见的测量问题,包括静态和动态旋转模式下的尺寸、位置和形状测量。此外,它还具有独特的螺纹参数测量功能。Optoflash测量系统应用了全球关键的光电技术,能以前所未有的快速度,对各类轴类件进行微米级精度的测量。Optoflash机器上所集成的一个或多个固定式光学传感器,可以覆盖整个测量范围。该设计具有突出的优点,即无论是光学系统,还是被测量的零件,两者都无需沿轴向进行移动。20多年的经验和安装的多个系统,使e.d.c.能够100%识别缺陷,甚至是潜在缺陷。轮毂加工检测
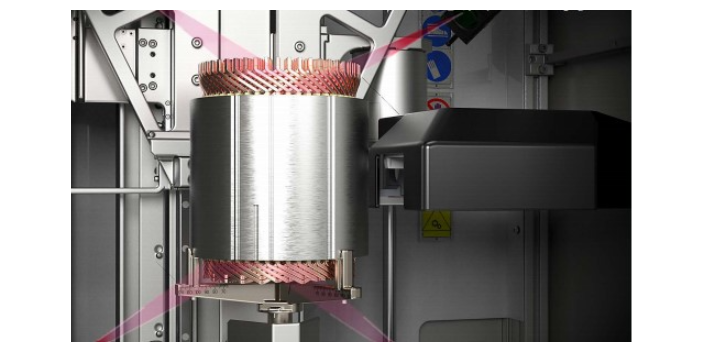
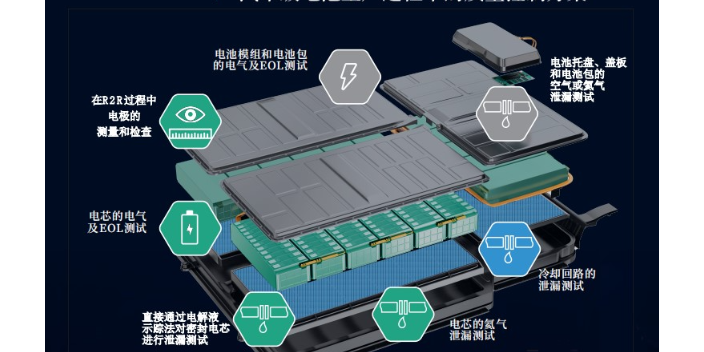
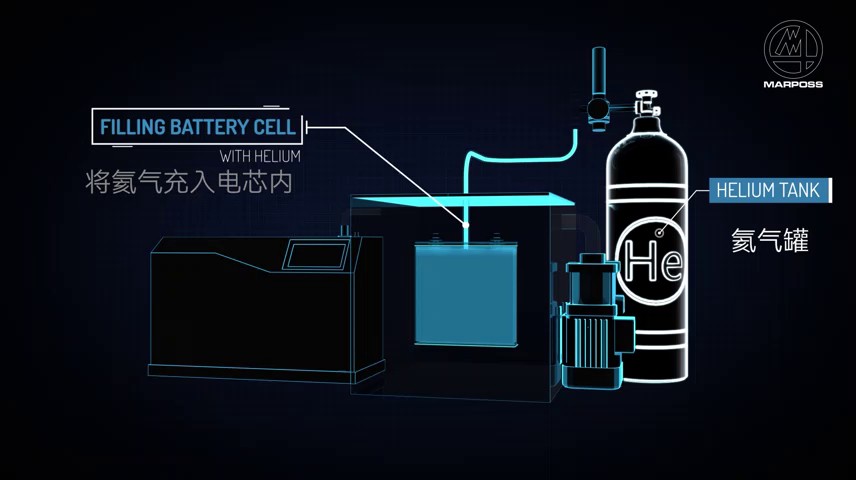
Marposs为各种制造过程的控制和·优化提供解决方案,从单个组件到装配制程的控制,以及整个装配方案的功能检查。通过反电动势分析检查永磁转子的磁场均匀性、检查感应电机鼠笼转子条的局部缺陷、绕线转子的绝缘测试,包括局部放电测量等。研究表明,在某类电机中使用hairpin扁线绕组具有许多优点。更高的铜槽填充系数减少了热量,提高转矩和功率密度,从而减小电动汽车电机的尺寸。Hairpin有灵活的结构和独特的形状:尺寸、角度和截面等均有不同。这就是为什么每一个hairpin的几何尺寸和质量都有必要检查,以确保质量稳定。汽车玻璃检测设备厂家马波斯可保证多种并发测试技术的有效性和可靠性,如无损检测、机器视觉和泄漏检测。
在单啮和变速箱(减速机)偏差分析方面,2速或1速变速箱(减速机)零件加工必须满足高精度要求,以确保零件装配后不会对车辆造成额外的噪音。SF测试是齿轮加工后的啮合旋转测试。测试时,标准齿轮至于适当的安装位置:其与待测齿轮齿隙适当,且单面啮合。然后光学编码器测量其相对于标准齿轮的角位移。SF测试结果包括变速箱(减速机)偏差数据的采集和噪音分析。Marposs还开发了一种特殊的单啮测试方案,用于在实验室测试原型零件,以改善齿轮设计过程。
MARPOSS方案是过程监控系统,几乎适用于所有的金属成形过程,包括冲压工艺。该系统可以使用不同类型的监控模式监控各种机器和传感器。过程信号可以被监测并显示为峰值、包络曲线、趋势或过程质量进程。放置在机器或工装相应位置的传感器(如力、声发射、距离、温度)将过程信息转换为电信号,这些电信号被放大、过滤,然后用合适的监测方法进行评估。马波斯通过相机和共聚焦技术对硅钢片进行二维测量。该方案可以测量试制或小批量生产中使用的激光切割硅钢片也适用于大批量冲压硅钢片和铁芯产品。变速箱垫片选型与装配工艺主要用于调整一组圆锥轴承的预加载或两个配对齿轮的齿隙。

Marposs单啮测试系统可用于在实验室中测量试制样件,以验证齿轮设计过程。该测量系统也可测量变速箱(减速器)样品中待测样件相比于master,或待测样件相比于共轭齿轮的尺寸偏差。操作人员甚至可以调节齿轮中心距及轴线倾斜角,以比较大化降低噪音。对于齿轮制造过程在线监控来说,该监控系统旨在检测出磨削过程中的尺寸变化,从而在砂轮接触零件或修整器时能够极精确得控制进给速度。该系统尤其可以防止加工过程中的碰撞,检测机器或工装的故障,检测砂轮上的碎片,以及检测修整器的缺陷。EOL测试可提供完整的功能测试,包括满足市场标准的NVH分析。还可提供实验室环境下。北京定子局部放电检测设备方法
光学测量方案可集成用于hairpin端子的测量和检查,hairpin焊接工艺之前或之后皆适用。轮毂加工检测
在齿轮尺寸的在线和离线测量方面,轮齿的工作表面通常需要经过多次机加工。机加工过程中产生的表面纹理会影响齿轮的许多功能特性。因此,在重要的机加工操作(如滚齿或磨齿)后,用高质量的测量仪器来测量齿轮参数是很有必要的。M62-Flex是一种柔性量规,适用于测量外齿轮的DOB(MdK)、齿根直径和大径等尺寸。在齿轮测试方面,M62双啮测台适用于检查内/外齿轮的综合偏差,并能在无齿隙(双啮滚动)的情况下测量更多的功能参数。测试时待测齿轮与更高质量等级的标准件啮合。轮毂加工检测