Optoflash具有以下特点。一、易于使用简单直观的用户界面降低了操作人员培训的成本。智能结果显示、工件细节图像、图形设置等各项功能一应俱全。任何人员都能轻松使用Optoflash测量系统,并能对新的测量数据进行设置。二、新功能在测量数据存档后,操作人员可利用智能搜索功能,通过图像和统计趋势显示查看零件的详细信息。三、高级设置的柔性测量系统能够通过简单的操作满足各种应用要求。除此之外,Optoflash测量系统配备了马波斯软件用户界面。马波斯为电动马达及其组件开发生产的所有阶段的所有电气测试和绝缘问题检测提供定制的在线和离线解决方案。夹层玻璃质量检测
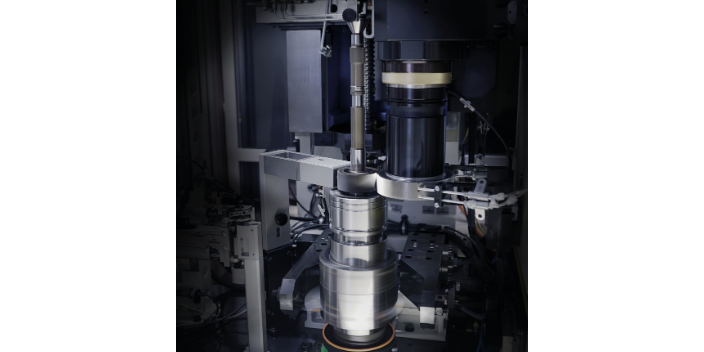
在半导体行业,圆晶减薄当然是非常精密的加工过程。在减薄过程中,需要用接触式或非接触式传感器严格控制加工过程。从步骤来看,封装前,圆晶需要达到正确的厚度,这是半导体生产的关键。圆晶背面研磨(圆晶减薄)是一种半导体生产工序,在此期间需要严格控制圆晶厚度,使圆晶达到超薄的厚度,可叠放和高密度封装在微型电子器件中。马波斯传感器甚至可检测到砂轮与圆晶接触的瞬间或检查任何过载。同时,马波斯传感器可在干式和湿式环境中可靠地在线测量厚度。夹层玻璃质量检测马波斯Hetech泄漏检测方案试漏检测的目的是发现生产过程中非常细微的泄漏,以确保产品的质量。

Optoflash是世界上轴向可以采用多个光学传感器的测量系统。这意味着可以通过不同的光学传感器分别获取图像,然后将所有图像完美地结合在一起,从而生成一幅单一的工件合成图像,并可确保合成边缘毫无任何断点和缺口。得益于这一独特的设计,Optoflash测量系统无需光学系统或工件本身进行任何轴向运动,就可以覆盖长度达300mm的测量范围。当前,作为世界上前列的轴向可以采用多个光学传感器的测量系统。Optoflash的总测量时间可达5.6秒!
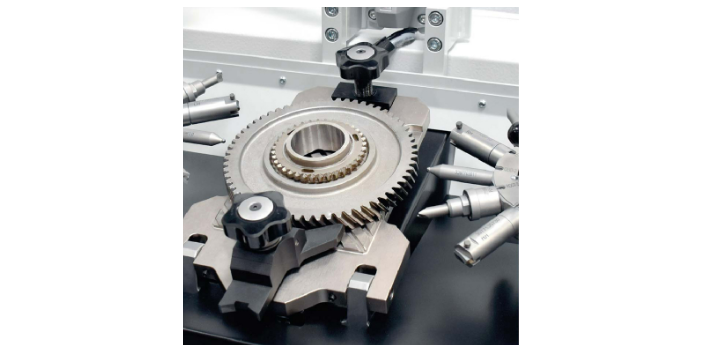
汽车行业的另一项重大转变-无人驾驶。无人驾驶汽车的想法目前正吸引着整个行业的注意力,尽管这是一个引人入胜的趋势,但是在方向盘后面安装一台计算机而非一个人,这不太可能对齿轮制造造成太大的影响。电机的高转速(高达20,000rpm)意味着在设计传动系统时要考虑诸多因素以减少功率损耗,确保运转效率比较高的同时控制噪音。EV电动汽车的传动系统的公差必须非常严格,数十年的经验和不断的创新使Marposs成为传动系统市场上的比较好合作伙伴。进行氦气试漏的方法有多种,即对真空腔进行整体测试 这体现的是优异与有效的选择。

MARPOSS方案是过程监控系统,几乎适用于所有的金属成形过程,包括冲压工艺。该系统可以使用不同类型的监控模式监控各种机器和传感器。过程信号可以被监测并显示为峰值、包络曲线、趋势或过程质量进程。放置在机器或工装相应位置的传感器(如力、声发射、距离、温度)将过程信息转换为电信号,这些电信号被放大、过滤,然后用合适的监测方法进行评估。马波斯通过相机和共聚焦技术对硅钢片进行二维测量。该方案可以测量试制或小批量生产中使用的激光切割硅钢片也适用于大批量冲压硅钢片和铁芯产品。马波斯集团Hetech品牌一直致力于泄漏检测系统领域的研究,也是这一崭新市场生产商的有力战略合作伙伴。夹层玻璃质量检测
E.D.C.自1998年以来开发的用于局部放电绝缘测试的方法基于电容耦合技术。夹层玻璃质量检测
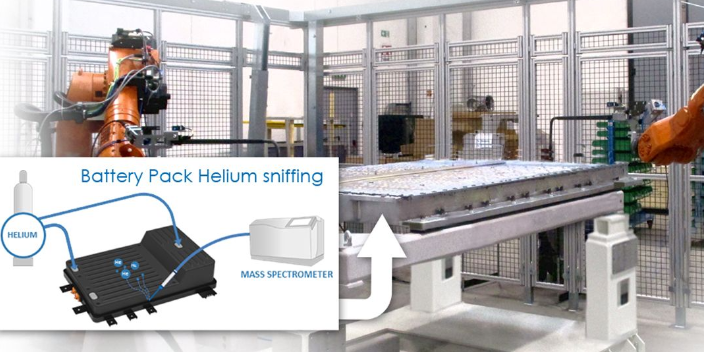
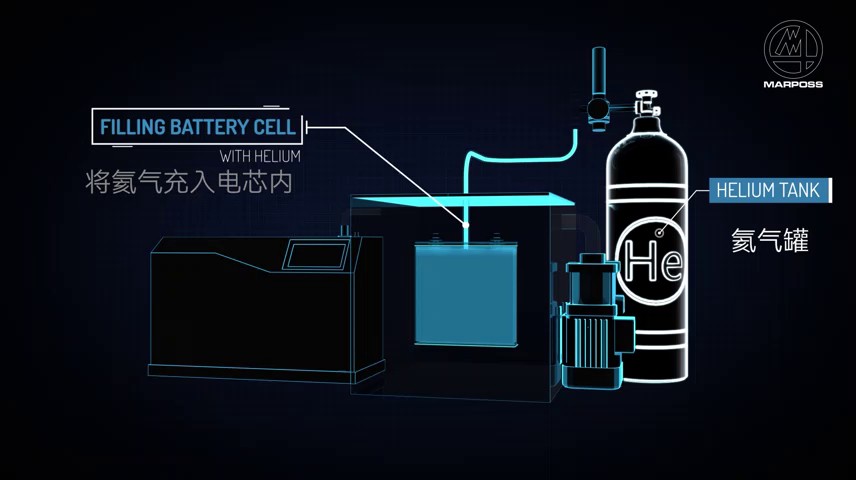
泄漏检测是电芯生产中的必要工序,尤其是对新一代锂离子电芯来说,更是如此。电解液通常含易燃溶剂,如果与空气中的水分接触,会产生有害物质。为了避免电解液的泄漏,必须保证电芯的充分密封。此外,还需避免水分或其它外部污染物进入电芯内而影响电芯的正常工作。在传统的电芯生产线上,一般会使用氦气作为示踪气体来检测泄漏,但该方法只能用于在电芯尚未完全密封的阶段使用,或是在注液期间充入氦气并将氦气封存在电芯内,然而这种方法会影响生产工艺,也并不适用于所有类型的电芯。然而电解液示踪技术可在生产过程EOL阶段检测电芯泄漏情况,即在电芯注液并密封后进行检测。夹层玻璃质量检测