焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控打磨加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。大儒科技(苏州)有限公司力于提供力控打磨 ,有需求可以来电咨询!泉州品质力控打磨来电咨询

因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。洛阳通用力控打磨欢迎咨询力控打磨 ,就选大儒科技(苏州)有限公司,有需求可以来电咨询!
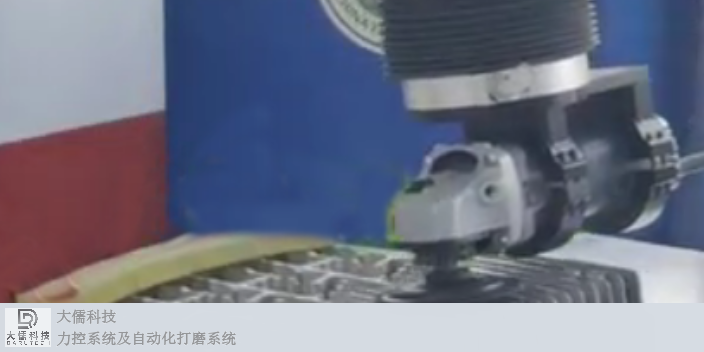
在汽车制造业中,目前关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC力控打磨在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC力控打磨基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。
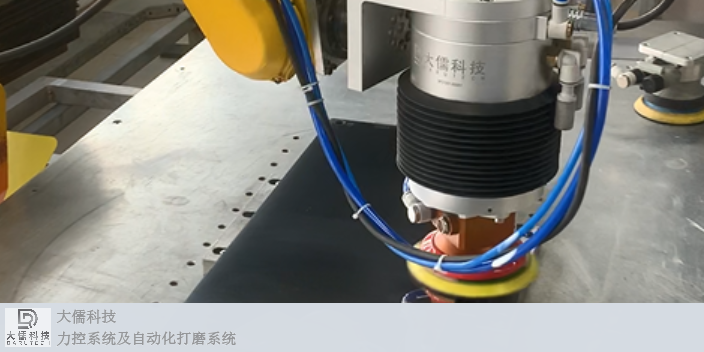
在研磨加工中企业为了快速投产,通常用机器人来实现打磨作业,机器人打磨采用了DFC力控打磨系统,以及打磨工具、自动换砂纸设备。可以替代人工和去毛刺的机床设备,用于对铸件、钣金件、洁具、电脑笔记本、手机等壳体的打磨、去毛刺自动化加工。加装D力控打磨的机器人研磨自动化系统从加工零件和产品的表面快速有效地去除多余的材料。无论在什么行业,批量生产中有打磨工序,就不能没有自动化设备,而打磨工艺作业的非标准性及对打磨动作的灵活要求,成为通用打磨机的技术障碍。将打磨机、力控打磨系统DFC和机器人结合成为单个机器人打磨系统或完整的机器人打磨设备,辅以传输线和相应的夹具技术研发成完整的打磨工序自动化生产线,可高效完成非标准件的自动化力控打磨作业工艺。对不同材质的零件进行精密打磨本身就是一门科学。它要求生产商配备自动化力控打磨机、力控打磨系统、设备和生产线、打磨过程的专业知识、适当的打磨技术以及正确的打磨工序大儒科技(苏州)有限公司为您提供力控打磨 ,期待您的光临!
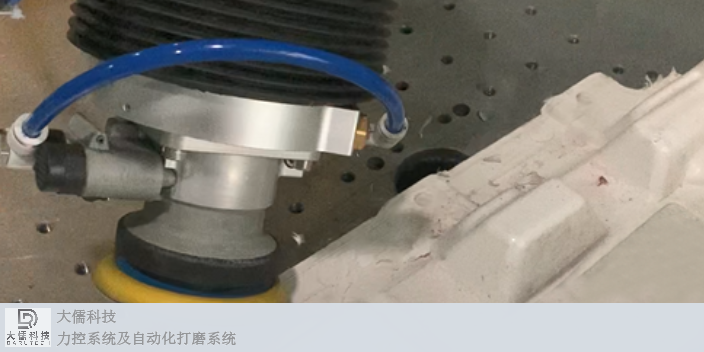
机器人在打磨及抛光领域应用越来越多,安装FDFC力控打磨实现的力控打磨工作台。当打磨机器人就位执行设置好的打磨路径,通过DFC力控打磨控制实时的打磨力,当工件与浮动抛光电机构的接触压力增大时,DFC力控打磨系统则减少推动力;当接触压力减少时则加大推动力。DFC力控打磨工作台进一步的提高了打磨质量,通过主动力控结合被动力控的方式,保证工件与磨具之间的压力柔性且可控,提高了生产效率与质量,扩大了打磨工作台的适用范围。通过主动力控结合被动力控的方式,保证工件与磨具之间的压力柔性且可控,提高了生产效率与质量,扩大了打磨工作台的适用范围。本打磨系统通过浮动式抛光电机实现了在打磨过程中工件与磨具之间压力柔性且可控,所以相比于传统抛磨设备,本打磨系统中磨具磨损速度减轻,打磨机器人单次向前步进后,打磨工件数量较传统打磨设备有较大幅度的提高。针对一些表面稍复杂的工件,使磨具可以根据工件表面情况实现浮动,保证工件与磨具间的打磨压力。力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选。重庆购买力控打磨厂家直供
大儒科技(苏州)有限公司力于提供力控打磨 ,有需要可以联系我司哦!泉州品质力控打磨来电咨询
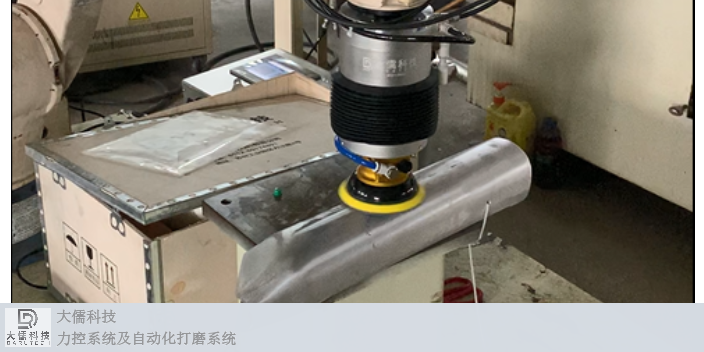
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。泉州品质力控打磨来电咨询