- 品牌
- 瑞斯曼
- 型号
- 齐全
紫外光固化软管制造过程可分为2步:第一步:“干料”生产根据设计规格进行折叠成型,管壁厚度达到要求的玻璃纤维层,且内膜、防渗膜、防紫外线膜均安装完成。第二步:“湿料”生产,将“干料”移动到自动化预浸线上,开始进行浸渍前准备操作,首先,对“干料”进行封口。真空处理,通过一个混合加料装置将树脂灌入衬管。接着,进行几轮辊压和持续抽真空处理使衬管充满树脂,再接着,进行浸渍效果检查,然后,去除多余的树脂,进行折叠装箱。厦门市UV-CIPP紫外线光固化软管生产厂家,就找江苏瑞斯曼新材料有限公司,质优价廉。黄山非开挖管道紫外线光固化玻璃纤维软管厂家价格
为提高木塑复合材料制备效率,节约能源,丰富和完善木塑复合材料的制备技术,通过紫外线光(UV)固化技术制备竹粉/丙烯酸酯复合材料,并研究了竹粉含量对竹粉/丙烯酸酯复合材料动态力学性能,弯曲性能,吸水率的影响.结果表明,竹粉与丙烯酸酯能较好地生成交联网络结构,改善竹粉/丙烯酸酯复合材料的物理性能,其弯曲性能随着竹粉含量增加而增强,并在竹粉含量20%时达到最大值,之后逐渐变弱.竹粉/丙烯酸酯复合材料的储能模量随竹粉含量增加而增加,但竹粉含量超过20%时其储能模量开始下降;竹粉的加入导致竹粉/丙烯酸酯复合材料的玻璃化转变温度(Tg)从84℃提高到105℃.山东光固化紫外线光固化玻璃纤维软管价格表曲靖市UV-CIPP紫外线光固化软管生产厂家,就找江苏瑞斯曼新材料有限公司,质优价廉。
江苏瑞斯曼新材料有限公司对于uv-cipp紫外光固化内衬软管产品的品质控制比较严格,采用了以下的相关措施保证产品达到与同类国外进口产品相近的指标:1、自动化控制:物料、配方、速度、流量等数据实时监控;触屏设置一键启动。2、环保零排放:全程密闭无气味挥发,工作环境友好;国内极少通过环评的专业工厂,供应有保障。3、精细、稳定:配方精确到克,树脂精确到公斤;保证每一段软管的品质稳定、可控。江苏瑞斯曼新材料有限公司uv-cipp紫外光固化内衬软管具有如下特点:耐磨损、耐冲击、耐腐蚀、耐高温等、抗冲击能力强,同时具有不结垢、应力集中小、吸水率低、卫生无毒等优点,软管在温度下降至冰点附近依然可以固化,可长期在-50~200℃范围使用。
5.3.7当井口外玻纤软管的长度与检查井的深度接近时,应停止卷扬机,用扎带将玻纤软管尾部与牵引绳扎牢,并反向拉紧牵引绳,再次开启卷扬机,直至拉入完成。5.3.8拉入完成时,内衬软管两端应伸出原有管道。修复DN500及以下的管道,内衬管两端伸出原有管道的长度不应小于600mm;修复DN500以上的管道,内衬管两端伸出原有管道的长度不应小于1000mm。5.4.1扎头绑扎应牢固,不应破坏玻纤软管内膜。5.4.2绑扎完成后,应对气体接口、压力传感器接口等连接处进行密封性检查。5.4.3玻纤软管两端裸露部位应安装相应匹配的扎头布。跨井段施工时,中间检查井裸露的玻纤软管应安装拉链扎头布,扎头布伸入原有管道长度应大于250mm。龙岩市UV-CIPP紫外线光固化软管生产厂家,就找江苏瑞斯曼新材料有限公司,质优价廉。

紫外光固化软管订购,针对不同管径软管通常推荐订购长度如下:1)对于直径DN200-DN500的管道,其内衬软管的订购长度=管道长度+1米;2)对于直径DN600-DN800的管道,其内衬软管的订购长度=管道长度+1.6米;3)对于DN900-DN1600的管道,其内衬软管的订购长度=管道长度+2米;4)对于直径DN500及以下的管道,扎头布的数量,每段软管配置1个扎头布,长度1.5米,可裁剪为2个0.75米,分别安装在管头和管尾;5)对于直径DN600及以上的管道,扎头布的数量,每段软管配置2个扎头布,长度1.5米;6)对于多段管道一起连续修复时,对于过渡检查井,应订购带拉链的扎头布,扎头布的长度根据过渡井实际长度确定,拉链扎头布长度为1.5米。山东省UV-CIPP紫外线光固化软管生产厂家,就找江苏瑞斯曼新材料有限公司,质优价廉。湖南整管紫外线光固化玻璃纤维软管销售价格
屯昌县UV-CIPP紫外线光固化软管生产厂家,就找江苏瑞斯曼新材料有限公司,质优价廉。黄山非开挖管道紫外线光固化玻璃纤维软管厂家价格
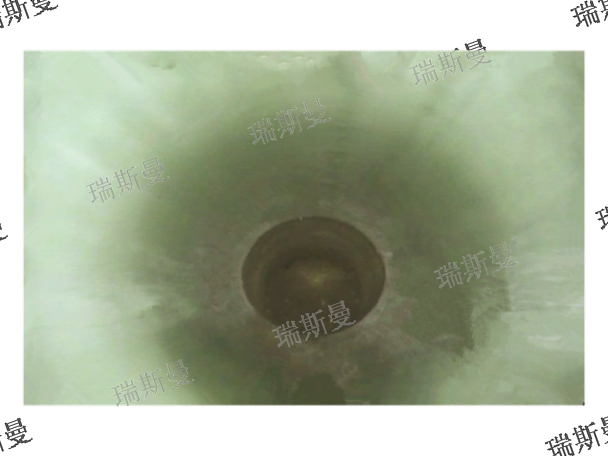
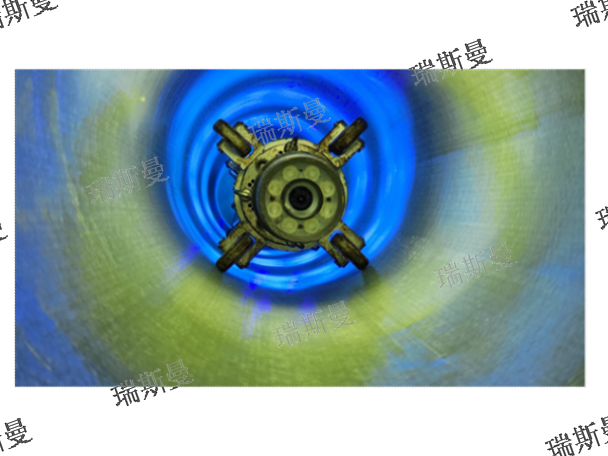
紫外线光固化技术是将玻璃纤维编制成软管浸渍树脂,然后将其拉入原有管道内充气扩张紧贴原有管道,在紫外光的作用下使树脂固化形成具有一定强度的内衬管的原位固化法,适用于任何管材的管道修复(更新):铸铁管,钢管,混凝土管,水泥管,PVC管等。开始固化,时间约4-8小时左右。内衬固化后,就会在原来的管道里形成一个新的结构性管道,针对目前国内市政管网修复开挖较难的现状,对比一般常规的大开控管道修复施工,利用CIPP翻转内衬法对现有的老管道进行修复,具有工期短、效率高、适用范围广、工艺简便、节能环保、久性高等优点。黄山非开挖管道紫外线光固化玻璃纤维软管厂家价格
- 浙江非开挖紫外线光固化玻璃纤维软管价格表 2026-01-27
- 上海整管紫外线光固化玻璃纤维软管价格 2026-01-27
- 镇江市政管网紫外线光固化玻璃纤维软管规格尺寸 2026-01-27
- 滁州非开挖紫外线光固化玻璃纤维软管价格表 2026-01-27
- 盐城非开挖紫外线光固化玻璃纤维软管厂家价格 2026-01-27
- 连云港UV-CIPP紫外线光固化玻璃纤维软管参考价 2026-01-27
- 淮南非开挖紫外线光固化玻璃纤维软管价格表 2026-01-27
- 上海管道紫外线光固化玻璃纤维软管多少钱 2026-01-27
- 铜陵管道紫外线光固化玻璃纤维软管价格表 2026-01-27
- 湖北非开挖管道紫外线光固化玻璃纤维软管参考价 2026-01-27
- 南通非开挖管道紫外线光固化玻璃纤维软管销售厂家 2026-01-26
- 温州复合管道紫外线光固化玻璃纤维软管联系方式 2026-01-26