- 品牌
- 模具
- 型号
- 凯思金
- 成型工艺
- 转移成型模,挤塑模,旋转成型模,热成型模,滚塑模,吸塑模,注射模,压注模,发泡模,压缩模,塑封模,挤出模,吹塑模
- 工序组合类型
- 级进模/连续模,单工序模,复合模
- 适用范围
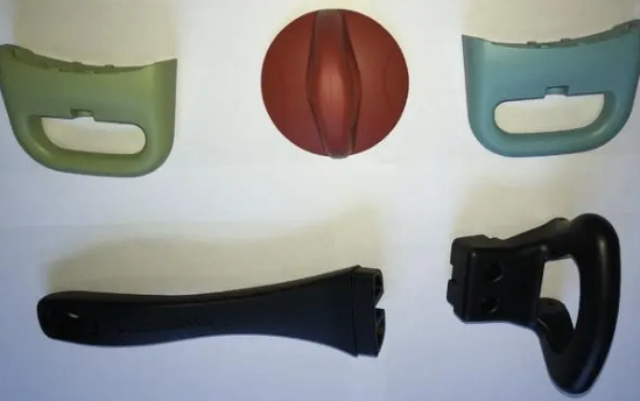
- 日用品,手机,餐具,工艺品,鞋业,家电,汽车,电子,医疗,仪表,食品
、注塑技术的特点高效性:注塑技术能够实现高速、高效的生产过程,通过自动化设备和先进的控制系统,能够大幅度提高生产效率,降低生产成本。灵活性:注塑技术能够适应不同形状、不同尺寸、不同材料的制品生产需求。通过更换模具和调整工艺参数,可以快速切换生产不同种类的制品。精确性:注塑技术能够生产出高精度、高质量的制品。通过精确的模具设计和先进的成型技术,可以确保制品的尺寸精度和表面质量。环保性:随着环保意识的提高,注塑技术也在不断向环保方向发展。采用环保材料、减少废弃物排放、提高能源利用效率等措施,使得注塑技术更加符合可持续发展的要求。注塑技术可生产出具有优良耐化学腐蚀性能的塑料制品。樟木头注塑电话

在注塑技术的实际应用中,还需要注意一些常见问题,如气泡、缩孔、变形等缺陷的产生原因及解决方法。同时,针对不同类型的塑料制品,需要选择适合的注塑工艺和材料,以达到比较好的生产效果。因此,在实际操作中,需要不断积累经验,总结教训,以提高注塑技术的应用水平和产品质量。总之,注塑技术作为一种高效、灵活、精确的塑料加工成型技术,在各个领域都有着广泛的应用前景。随着技术的不断创新和完善,注塑技术将为工业生产和人类生活带来更多的便利和价值。松山湖亚克力注塑生产商注塑过程中,模具的温度控制对产品成型质量有决定性影响。

尽管注塑技术已经取得了明显的进步,但仍面临一些挑战。例如,环保问题日益受到关注,如何降低注塑过程中的能耗和减少废弃物排放成为亟待解决的问题。此外,随着市场竞争的加剧,如何提高产品质量、降低成本、缩短生产周期也是企业面临的重要课题。针对这些挑战,可以采取以下应对策略:一是加强技术研发,推动注塑技术的创新与发展;二是优化生产流程,提高生产效率;三是加强环保意识,采用环保材料和工艺,减少对环境的影响;四是加强人才培养和引进,提升企业的核心竞争力。综上所述,注塑技术作为一种重要的塑料成型工艺,在现代工业生产中发挥着举足轻重的作用。通过不断创新与发展,注塑技术将不断提高产品质量和生产效率,为各行各业的发展提供有力支持。同时,面对环保和市场竞争等挑战,企业也需积极应对,加强技术研发和人才培养,以实现可持续发展。
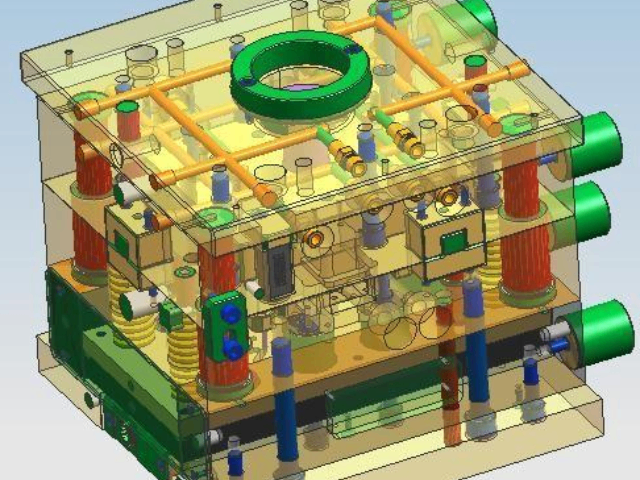
首先,我们需要了解注塑的基本概念和原理。注塑是通过注塑机将热塑性塑料加热熔融后,注射到模具中,经过冷却固化后得到所需形状和尺寸的塑料制品。注塑机是注塑过程中的中心设备,它通常由注射系统、合模系统、液压系统和电气控制系统等部分组成。注射系统负责将熔融的塑料注入模具,合模系统则负责模具的开合和锁紧,液压系统为注塑机的各种动作提供动力,而电气控制系统则负责整个注塑过程的自动化控制。在注塑过程中,塑料原料的选择和处理也是至关重要的。原料的性能和质量直接影响产品的质量和性能。因此,在选择原料时,需要充分考虑其物理性能、化学性能、加工性能以及成本等因素。同时,原料的预处理,如干燥、混合和筛选等步骤也是不可或缺的,以确保原料的质量和稳定性。模具是注塑过程中的另一个关键因素。模具的设计和制造需要考虑到产品的形状、尺寸、精度和表面质量等要求。模具的结构和材质也会影响注塑过程的稳定性和产品的性能。因此,在模具的设计和制造过程中,需要充分考虑产品的特点和生产要求,以确保模具的适用性和耐用性。注塑成型过程中,原料的加热和熔融对产品质量有重要影响。

注塑技术的关键要素塑料原料的选择与处理:根据产品要求选择合适的塑料原料,如聚乙烯、聚丙烯、聚苯乙烯等。原料的粒度、湿度、温度等参数对注塑过程及产品质量有重要影响,因此需要进行适当的处理,如干燥、筛分等。注射机的性能与操作:注射机是实现注塑过程的关键设备,其性能直接影响产品的质量和生产效率。注射机的选择应根据产品的大小、形状、材料等因素进行综合考虑。同时,操作人员的技能和经验也是影响注塑质量的重要因素。模具设计与制造:模具是注塑成型的中心部件,其设计合理性直接关系到产品的精度、外观和性能。模具制造过程中需保证精度、耐磨性和使用寿命。此外,模具的维护和保养也是确保注塑过程稳定进行的关键。成型工艺控制:成型工艺控制包括温度、压力、时间等参数的调整。温度过高可能导致塑料烧焦或分解,温度过低则影响塑料的流动性;压力过高可能导致产品飞边或模具损坏,压力过低则可能导致产品填充不足;时间控制不当会影响产品的固化程度和脱模效果。因此,成型工艺控制是确保产品质量和稳定性的关键。注塑过程中需要严格控制温度、压力和速度等参数。灯罩外壳注塑报价
注塑产品的质量稳定性是评估生产过程的重要指标。樟木头注塑电话
注塑技术的工艺流程主要包括以下几个步骤:准备阶段:根据产品要求选择合适的塑料原料,进行预处理,如干燥、配色等。同时,准备好模具,确保其清洁、无损伤,并进行预热。熔融阶段:将塑料原料加入注塑机的料斗中,通过螺杆或柱塞的旋转和推进,使塑料原料在料筒内受到剪切和摩擦力的作用,逐渐加热至熔融状态。注射阶段:熔融状态的塑料在高压作用下,通过注塑机的喷嘴和模具的浇口系统,迅速注入模具的型腔中。注射过程中,需要控制好注射压力和速度,以确保塑料能够充分填满型腔,并避免产生气泡或缩孔等缺陷。冷却与固化阶段:注射完成后,模具内的塑料开始冷却和固化。这一过程需要控制好模具的温度和冷却时间,以确保塑料能够均匀冷却并达到所需的固化程度。脱模与后处理阶段:待塑料完全固化后,打开模具,取出制品。根据需要进行后处理,如修剪毛边、打磨、喷涂等。樟木头注塑电话
- 横历注塑订制 2024-11-11
- 樟木头亚克力注塑厂家 2024-11-11
- 东坑亚克力注塑定作 2024-11-11
- 长安塑胶家电注塑 2024-11-10
- 广州亚克力注塑批发价 2024-11-10
- 灯罩外壳注塑报价 2024-11-10