- 品牌
- 上海蔚亚
、温湿度标准规定:洁净区的温度和相对湿度与药品生产工艺要求相适应。无特殊要求时,洁净区温度为18℃~26℃,相对湿度控制在45%~65%。有特殊要求车间根据工艺控制。温度观察:检查温湿度计是否完整,视线正对温湿度计水平读取显示的数据,需要记录的应立即填入表格中。湿度观察:视线正对湿度表,准确读数。需记录的应立即填入表格中。需要加水的湿度计,在观察前应检查在蓄水腔内是否有水,无水则需加入适量水,再观察湿度。洁净区的温湿度每天至少记录两次,上午一次,下午一次。设备计量人员每年至少组织校验一次监控系统的仪器设备。压差检测有助于确认洁净室与非洁净区之间的隔离效果。河北洁净室环境检测规范性强

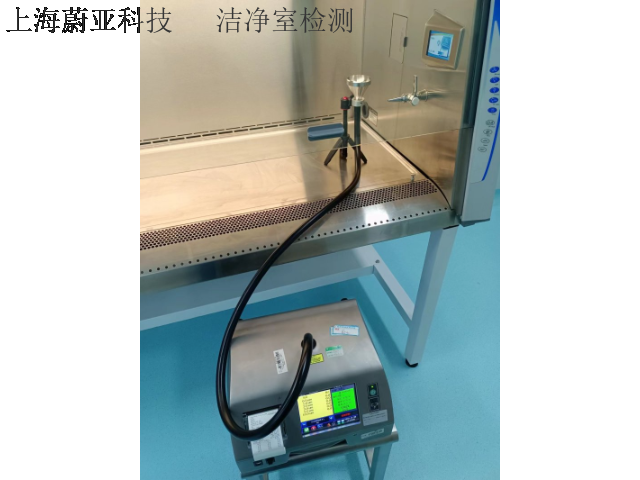
①静态测试时室内的测试人员不得多于2人测试报告中应标明测试时所采用的状态;②对于单向流测试应在净化空气调节系统正常运行时间不少于10min后开始非单向流要不少于30min后开始;③必须按照仪器的检定周期定期对仪器作检定。视仪器本身特点、使用频率、使用环境等决定;④每个采样点可按所计算确定的**小采样量采样空气。但一般根据所使用的粒子计数器的采样量及时间设定通常实际采样都可能高于**小采样量。⑤测定时,进入洁净室的人员要穿洁净服有风淋室要经过风淋室,在室内尽量处于下风处并静止少动。广东口罩生产车间环境检测优化价格洁净室的气密性检测有助于减少外界污染物的渗入。

A、室内测试人员必须穿洁净服,不得超过2人,应位于测试点下风侧并远离测试点,并应保持静止。进行换点操作时动作要轻,应减少人员对室内洁净度的干扰。B、设备要在校准期内使用。C、检测前和检测后设备“清零”D、在单向流区域,所选择的采样探头应接近等动力采样,进入采样探头的风速与被采空气的风速偏差不应超过20%。若无法做到这一点,将采样口正对气流的主方向。非单向流的采样点,采样口应竖直向上。E、采样口至粒子计数器传感器的连接管应尽量短。
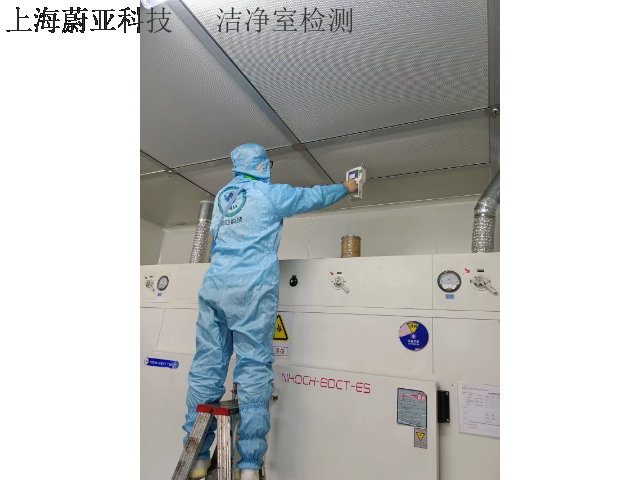
抽样高效过滤器本体在进入现场前,生产厂家应按规定进行性能试验,并提供合格证。在单向流洁净室对安装的高效空气过滤器应该逐台进行检漏,乱流洁净室对于 7 级或更低级别的洁净室,只要洁净室达到了所要求的空气洁净度级别,就可以不进行检漏。技术要求检漏的结果要符合条件:由受检过滤器下风侧测到的漏泄浓度换算成透过率,对于高效过滤器应不大于过滤器出厂合格率的 2 倍,对于超高效过滤器应不大于出厂合格透过率的 3 倍。操作过程及判定过滤器的检漏是指安装完成的空气过滤器的检漏适用于空态或静态的洁净室。对于安装于送、排风末端的高效过滤器,应用扫描法进行过滤安装边框和全断面检漏,扫描法有检漏仪法光度计法和采样量为 1L/min 的粒子计数器法两种。洁净室检测中发现的任何问题都应立即记录并跟踪处理。
五、洁净室检测的应用1. 医药行业:医药制造需要在无菌环境下完成,因此需要设立无菌车间(即“百级”车间)。该车间内所有通风系统均需符合GMP规范,并经常性地受到监管机构审核。2. 电子行业:由于微型芯片制造需要极为干燥无尘且高温高压条件下完成,在微电子制造厂中必须建立超纯水站(UPW)以及超纯氮气站(NG)等设施来满足生产需要。3. 航天航空行业:航天器发射前需要进入“百万级”或“十万级”无菌车间进行组装与测试。这些车间具有完成**终装配所需条件(如真空环境),并能够有效防止外界杂质进入舱体内部。通过洁净室检测,可以有效降低产品生产过程中的污染风险。江西生物安全柜检测诚信推荐
检测报告应包括检测结果、问题分析、改进措施及建议等内容。河北洁净室环境检测规范性强
1、医院洁净手术部:风速、换气次数、静压差、洁净度级别、温湿度、噪声、照度、细菌浓度。2、医药工业洁净厂房:空气洁净度等级、静压差、风速或风量、气流流型、温度、相对湿度、照度、噪声、自净时间、已安装过滤器泄漏、浮游菌、沉降菌。3、电子工业洁净厂房:空气洁净度等级、静压差、风速或风量、气流流型、温度、相对湿度、照度、噪声、自净时间。4、食品工业洁净用房:定向气流、静压差、洁净度、空气浮游菌、空气沉降菌、噪声、照度、温度、相对湿度、自净时间、甲醛、Ⅰ级工作区截面风速、开发的洞口风速、新风量。河北洁净室环境检测规范性强
1.洁净室沉降菌检测的操作规范与意义沉降菌检测是一种简单、直观的洁净室微生物检测方法。其原理是利用重力作用,使空气中的微生物自然沉降到装有培养基的平皿表面。在进行沉降菌检测时,首先要在洁净室的不同位置放置已灭菌的培养基平皿,放置高度一般为操作台面高度,以模拟实际工作区域的微生物沉降情况。平皿的放置数量根据洁净室的面积和级别确定,例如,对于面积较小的洁净室,可在不同区域均匀放置3-5个平皿;对于大面积洁净室,则需增加平皿数量。放置时间也有严格要求,通常为30分钟至4小时不等,时间过短可能无法采集到足够的微生物样本,时间过长则可能导致培养基被外界微生物污染。采样结束后,将平皿放入培养箱中进行培养,...
- 江苏生物安全柜检测服务至上 2025-06-13
- 湖北实验室检测服务至上 2025-06-13
- 浙江洁净室环境检测方便客户 2025-06-13
- 江苏实验室检测方便客户 2025-06-13
- 辽宁实验室环境检测 2025-06-13
- 辽宁洁净工作台检测诚信推荐 2025-06-12
- 北京洁净室环境检测哪家好 2025-06-12
- 洁净室环境检测值得推荐 2025-06-12
- 湖北洁净室检测诚信推荐 2025-06-12
- 江西实验室检测认真负责 2025-06-12



- 安徽洁净室环境检测认真负责 2025-06-09
- 浙江口罩生产车间环境检测技术好 2025-06-09
- 河北生物安全柜检测值得推荐 2025-05-11
- 安徽消毒液净化车间环境检测认真负责 2025-05-11
- 北京实验室环境检测值得推荐 2025-05-11
- 安徽生物安全柜检测服务至上 2025-05-11


- 镇江项目风管漏风量检测认真负责 12-30
- 丽水验收风管漏风量检测服务 12-30
- 苏州风管漏风量检测范围 12-30
- 泰州风管漏风量检测报告 12-30
- 舟山验收风管漏风量检测规范性强 12-30
- 嘉定区验收风管漏风量检测标准 12-30
- 闵行区项目风管漏风量检测规范性强 12-30
- 松江区风管漏风量检测公司 12-30
- 温州风管漏风量检测方法 12-30
- 盐城项目风管漏风量检测方法 12-30