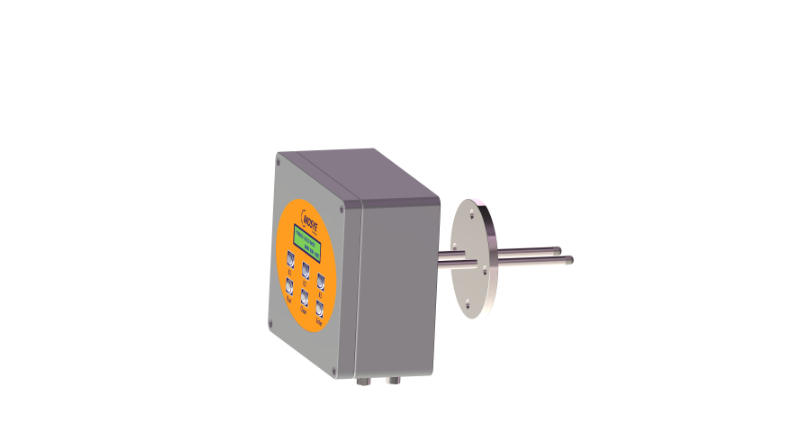
MS-D600在线水分检测仪在甲醇加注站中的创新应用甲醇燃料的发展甲醇燃料是一种由工业甲醇或燃料甲醇与变性醇添加剂及国标汽柴油(或组分油)按比例调配而成的新型清洁燃料,具有缓解能源紧张、提高资源利用率和保护环境的作用。甲醇加注站的水分监测需求甲醇加注站的储罐有时会渗入水分,造成经济和质量损失。因此,必须对水分含量进行精细监测。MS-D600在线水分检测仪的技术解决方案MOSYE公司研发的MS-D600是一款接触式超声波在线水分检测仪,专为液体物质设计,能够实时监测甲醇中的水分。技术优势高灵敏度:MS-D600能够检测微小的水分变化,确保数据的准确性。实时监控:仪器实时输出水分数据至中控室,方便即时监控。防爆设计:符合防爆等级,适用于危险环境。自动报警:当水分超标时,仪器自动报警,防止水分超标带来的问题。应用效果通过安装MS-D600在线水分检测仪,甲醇加注站能够有效防止水分渗入引起的损失,提升燃料质量和设备的安全性。有在线微波水分仪后,实验室的工作可以从频繁化验改为定期巡检。浆体水份仪厂
德国默斯MS-D600在线水分检测仪技术特点高精度测量:MS-D600的超声波技术确保了水分测量的高精度,适用于严格要求的环境。实时信号传输:仪器实时输出水分含量数据到中控室,使工作人员可以即时响应。防爆设计:符合防爆等级要求,确保在危险环境中的安全操作。自动报警功能:当检测到水分含量超出设定限值时,仪器会自动发出报警,防止潜在损害。实际应用效果安装MS-D600在线水分检测仪后,甲醇加注站能有效防止水分渗入引起的经济和质量问题,确保燃料质量和设备安全。智能红外水分仪哪个好加热或化学处理有效去除煤炭中的挥发性物质。
默斯微波糖锤度计的技术革新默斯微波糖锤度计的问世,正是为了打破这一僵局。该设备基于先进的微波技术,实现糖液浓度和锤度的在线、实时、连续测量,其技术优势主要体现在以下几个方面:非接触式测量:微波穿透物料直接测量,避免了传统接触式测量的交叉污染风险,同时也减少了设备的磨损,提高了测量的卫生标准和长期稳定性。高精度测量:精度高达0.3%,为糖液处理提供了极高的测量准确度,有助于糖厂精细控制生产过程,确保产品的一致性和高质量。实时反馈与调整:实时监测糖液状态,即时反馈数据,糖厂可根据测量结果快速调整工艺参数,有效避免生产浪费,提高生产效率。低维护成本:无运动部件的设计减少了设备的维护需求,降低了运营成本,同时,坚固耐用的结构设计和IP67防护等级,确保了在恶劣环境下的稳定运行。智能化管理:搭配多样化的后台操控软件,不仅可以轻松采集和分析测量数据,还能实现远程监控和数据共享,为糖厂的生产管理提供了极大的便利和智能化支持。
默斯微波技术的革新之处默斯在线微波糖锤度计MS-570正是在这一背景下应运而生。它采用先进的微波测量原理,通过非接触式的方式,实时、连续地监测糖液的浓度和锤度,其革新之处主要体现在:高精度测量:MS-570的测量精度高达0.3%,确保了糖液处理过程中的精细控制,从而保证了糖品的一致性和质量。实时数据反馈:在线连续监测,即时反馈糖液状态,为生产过程的即时调整提供了可能,有效避免了因浓度波动导致的生产浪费。一体化设计与易安装:设备设计紧凑,简化了安装流程,节约了安装成本,同时减少了现场操作,提升了安全性。智能数据管理:配备多样化的后台操控软件,便于数据的采集、分析与远程监控,支持与工厂自动化系统的无缝对接,为糖厂提供了强大的数据支持和决策依据。适应恶劣环境:防护等级达IP67,确保在高温、高湿、多尘等恶劣环境下也能稳定工作,满足糖厂复杂环境的使用需求。德国工艺,中国服务。

简化操作,优化流程在操作便利性方面,MS-570设计有一体化操控软件,界面友好,易于操作,即便是非专业技术人员也能快速上手。软件支持数据的可视化展示与分析,方便糖厂管理人员根据实时数据调整生产参数,优化生产流程,减少资源浪费。同时,设备的一体化设计和无运动部件构造,极大简化了安装与维护流程,降低了总体运营成本,提高了生产线的稳定性和连续性。四、适应恶劣环境,保障生产安全作为面向智能工厂的**设备,MS-570在设计时充分考虑了工业环境的复杂性,其防护等级达到IP67,在线微波水分仪可以解决人工取样的劳动强度问题。智能水分分析仪型号
公平公正:自动化系统确保质检结果的公正性。浆体水份仪厂
甲醇燃料的绿色**随着环保意识的提升,甲醇燃料作为一种清洁、可再生的能源,正逐渐走进人们的视野。MS-D600在线水分检测仪的引入,为甲醇加注站的安全运营提供了有力保障。这款仪器以其高精度、高灵敏度的特性,为甲醇加注站的稳定运行注入了新的活力。防爆设计的必要性在甲醇加注站中,防爆安全至关重要。MS-D600在线水分检测仪采用先进的防爆设计,确保了在恶劣环境下的稳定运行,有效保障了人员和设备的安全。实时监测与预警MS-D600能够实时监测甲醇中的水分含量,并在水分超出设定限值时发出报警。这一功能不仅提高了甲醇加注站的管理效率,还有效防止了因水分超标而造成的经济质量损失。浆体水份仪厂