- 品牌
- 源桐合金电极
- 型号
- CuCrZr+W/Mo/CuW
- 尺寸
- 按图定制
- 产地
- 深圳
- 是否定制
- 是
- 材质
- 铬锆铜+钨、钼、钨铜
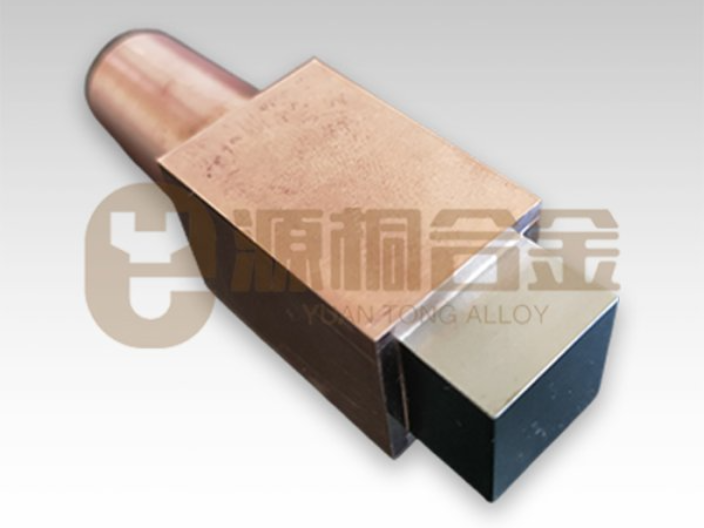
镶钨电阻焊点焊电极,通常应用于高温、高压和强电条件下的电阻焊、点焊等工艺中。它主要由两部分组成,即钨头和铜杆。其中,钨头负责传输电流和承受高温条件下的热膨胀,而铜杆则负责传递电力和散热。钨由于其化学性质的特别,不溶于任何原料(除了铼),具有高熔点(3410℃)、低蒸气压和良好的抗腐蚀性,因此被应用于电阻焊点焊难熔材质以及激光焊等场合中。而铜则可以起到散热的作用,减少钨在高温下的损耗以及延长使用寿命。镶钨电阻焊点焊电极的优点在于,由于钨的高熔点和铜的高导电性,它可以耐受高温和高压,同时具有优异的导电和热传导性能,从而可以保证电阻焊点焊过程的稳定性和可靠性。总之,镶钨电阻焊点焊电极是一种非常常见的电极材料,被广泛应用于汽车制造、电器制造、金属加工、航空航天和光学等多个领域。M2.0系列测试的步骤。江苏办公用镶嵌电极压力
镶嵌电极
镶嵌电极的铜材料的优点良好的导电性能:铜是一种优良的导电材料,镶嵌电极的铜材料可以提供更好的电导率和电流传输能力。良好的耐腐蚀性:铜具有良好的耐腐蚀性,可以在各种环境下长期稳定地工作。强度和硬度:镶嵌电极的铜材料经过特殊处理,可以提供更高的强度和硬度,从而提高了其耐用性和使用寿命。易于加工和制造:铜材料易于加工和制造,可以通过各种加工方法进行成型和加工,从而满足不同的应用需求。可重复使用:镶嵌电极的铜材料可以多次使用,减少了资源浪费和成本开支。河北进口镶嵌电极批量定制制造镶嵌电极常见方法。

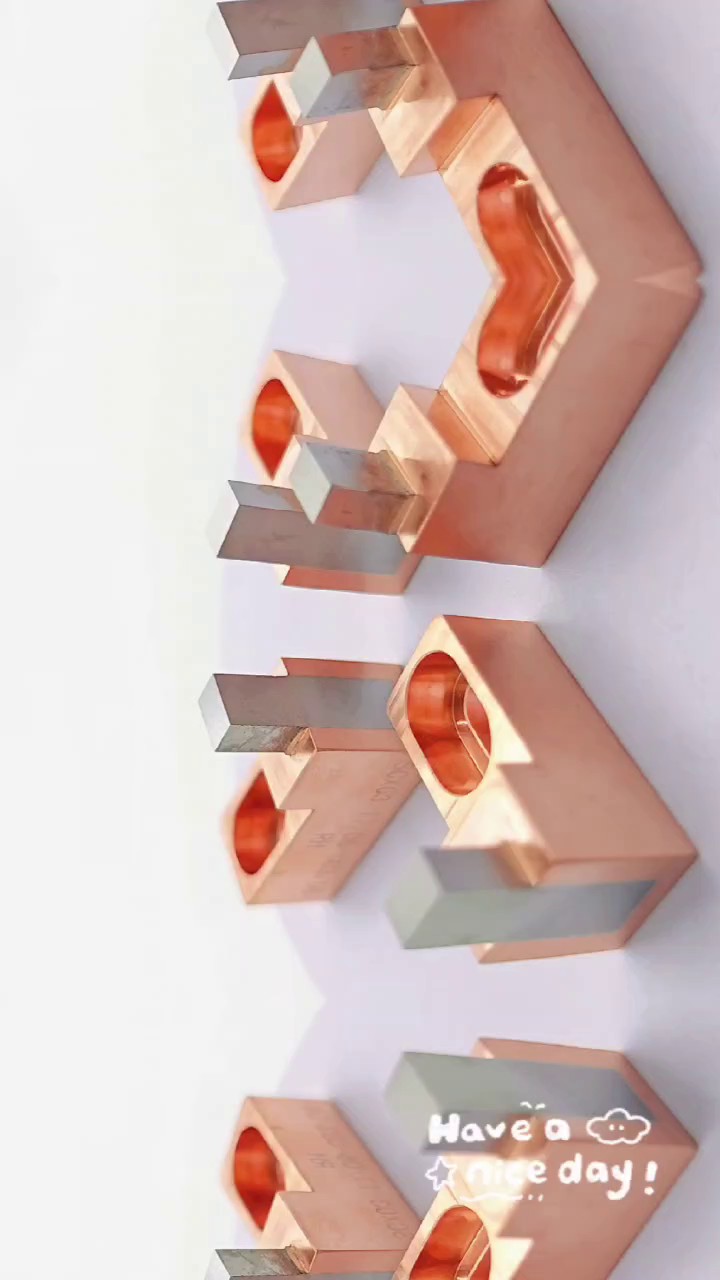
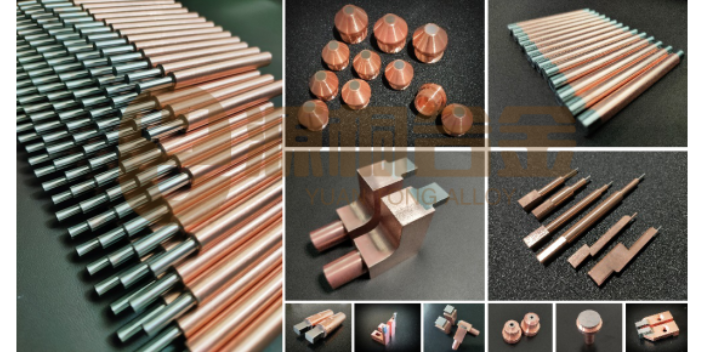
源桐合金制品专业生产镶嵌电极:铜镶嵌(钨、钼、钨铜)复合电极广泛应用于电机、马达、芯片等产品,铜线、铜编织线、铜片端子、银触点焊接。钨钼焊头跟铜采用NDB法、银熔渗结合方式,钨钼焊头与铜熔为一体高温状态下不会脱落,镶嵌电极导电好散热快,铜部容易设计成水冷形式,电极使用寿命长等同与日本、德国进口的产品,并且成本低货期短,为客户的自动化生产线降低成本并提高效率,我公司按客户需求定制设计提供一系列解决方案。
镶嵌电极(镶钨电极、镶钼电极、镶钨铜电极、镶银钨电极)应用于电子点焊机、碰焊机、热压机、超声波焊机等各种焊接设备中。 用于USB线焊接、数据线的焊接、铜线端子的焊接。电子精密点焊应用较广,在电子行业中的精密焊接工艺中。如通讯元器件焊接、贴片变压器引线的焊接、贴片电感线圈的焊接、微型喇叭引线的焊接、感应式IC卡线圈的焊接、蜂鸣器引线的焊接、受话器引线的焊接、扬声器引线的焊接、耳机引线的焊接、天线引线的焊接、麦克风、讯响器、免提耳机引线的焊接、振动马达线圈的焊接、马达电机、钟表线圈的焊接、模块上元器件同PCB之间的焊接等各种小线圈电子元器件的接点焊接上。镶嵌电极的大小形状。
镶嵌电极其实是电阻点焊电极的一种,它也称为组合式电极。当在某些场合整体式电极不能获得良好的效果。而镶嵌式的电极就成了更好的选择。而生产的铜镶钨电极更是因为采用质量的钨合金,因此具有一般电极不可比拟的优势。用铜镶嵌方式(铜镶嵌钨、钨银、钨铜等)的电极,它其实可以增加多余热量的吸收。在焊接电流大于1KA(千安培)的时候,避免用太长的钨或者钼头。直径小,长度长,电导低的电极杆产生大量的多余热量,影响使用寿命。镶嵌电极是由多个电极组成的,通常由两个或更多的电极交替排列。江苏优势镶嵌电极推荐
M2.0系列测试应用好处。江苏办公用镶嵌电极压力
镶嵌电极需要以下材料和设备:电极材料:常用的电极材料包括金属(如银、铜、铝、钯等)、碳材料(如石墨、碳纤维等)和半导体材料(如硅、锗等)。基板材料:常用的基板材料包括玻璃、石英、硅、陶瓷等。蒸发设备:用于将电极材料蒸发到基板上,常用的蒸发设备包括电子束蒸发器、磁控溅射器等。光刻设备:用于制作电极图案,常用的光刻设备包括接触式光刻机、投影式光刻机等。化学试剂:用于清洗基板和电极材料,常用的化学试剂包括酸、碱、有机溶剂等。热处理设备:用于烘烤电极材料,使其与基板结合更牢固,常用的热处理设备包括烤箱、热板等。测量设备:用于测量电极的电学性能,常用的测量设备包括电阻计、电容计、示波器等。江苏办公用镶嵌电极压力

电阻焊镶嵌电极作为易损耗件,在使用过程中需要进行定期的维修与保养。以下是一些基本的维修步骤:1.准备工作:确保工作区域干净整洁,准备好所需的工具和材料,如镶嵌电极、焊锡、焊台、钢丝刷等。2.表面清理:使用钢丝刷轻轻清理待修理电极的表面,确保表面干净,无氧化物和污垢。3.焊接修复:将镶嵌电极放置在待修理电极的表面,使用焊台将熔化的焊锡滴在电极上,使电极与待修理电极之间形成焊接点。待焊接点冷却凝固后,使用钢丝刷清理焊接点周围的焊锡和杂质。4.测试验证:对修理后的电极进行测试,确保其正常工作。四、市场与价格电阻焊镶嵌电极在市场上有着广泛的应用,特别是在汽车、家电、航空航天、造船等对焊接质量要求较高的...
- 吉林镶嵌电极哪里买 2024-12-14
- 吉林镶嵌电极怎么收费 2024-12-14
- 吉林镶嵌电极二手价格 2024-12-14
- 甘肃镶嵌电极生产企业 2024-12-06
- 甘肃镶嵌电极故障维修 2024-12-06
- 甘肃常见镶嵌电极 2024-12-06
- 甘肃镶嵌电极打磨 2024-12-05
- 甘肃镶嵌电极大概多少钱 2024-12-05
- 贵州镶嵌电极大概多少钱 2024-11-22
- 贵州标准镶嵌电极 2024-11-21


- 河北创新镶嵌电极打磨 2024-11-11
- 质量镶嵌电极零售 2024-11-10
- 靠谱的镶嵌电极交易价格 2024-11-10
- 江西现代镶嵌电极硬度 2024-11-10
- 中国台湾进口镶嵌电极 2024-11-09
- 河北常见镶嵌电极生产企业 2024-11-09






- 广东特殊电阻焊电极哪里买 12-26
- 广东怎样电阻焊电极形状 12-26
- 好的钨铜触头收购价 12-26
- 广东全自动钨铜触头有哪些 12-26
- 广东一次性电阻焊电极磨具 12-26
- 哪里有钨铜触头使用方法 12-26
- 广东什么电阻焊电极零售 12-26
- 新款电阻焊电极生产企业 12-25
- 东莞镶钨电极推荐 12-25
- 广东合金电阻焊电极焊接 12-25