- 品牌
- 天惠
- 型号
- 齐全
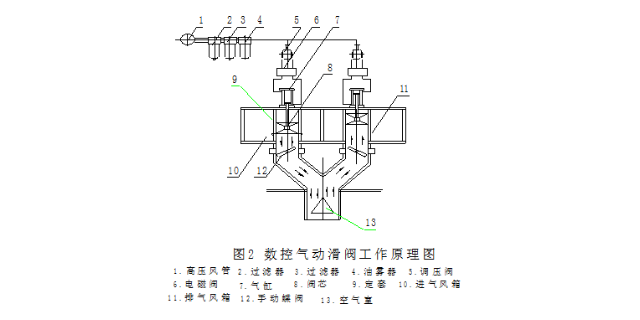
(3)原料煤中粗粒级质量差,细粒级质量好时,应减少透筛,重产物多从筛上排出,因此应加强上升期,减弱下降期。对风阀的调整一般是进气时间长,排气时间短。(4)原料煤粒度均匀,质量较好时,应采取小风大水的操作制度;原料煤粒度均匀,质量较差时,应采取大风小水的操作制度。风水调配是保证床层按密度分选的主导因素。鑫海跳汰机采用电磁无级调速,鼓动均匀,矿流平稳,对宽别入选物料适应性强,对中细粒选别效果好。通常人们把风水作用概括为“风可保质,水可保量”。需要解决质量问题时,就要在用风上打主意;需要多洗煤,增大处理量时,就得在用水上做文章。风水使用不可过量,也不可不足,风量大小以稳定床层,维持床层紧密度为准,水量大小则以保证床层游动性为宜。风水配合适当的标准是床层稳、物料按密度分层清。当顺时针旋调压阀手柄,经过压缩弹簧推动膜片,带动阀杆下移,便有气流输出。山西国产跳汰机
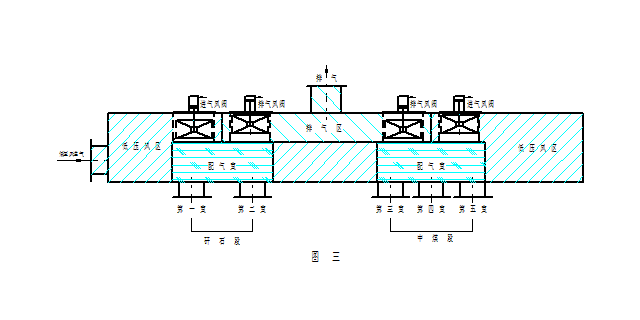
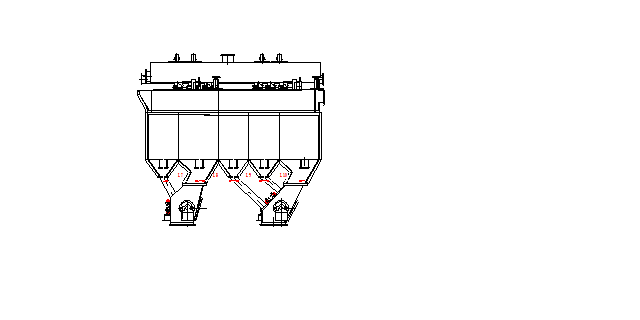
上(旁)动型隔膜跳汰机的基本结构如图2所示。由机架、跳汰室、隔膜室、网室、橡胶隔膜、分水阀和传动偏心机构等组成。该机有两个跳汰室,在第1跳汰室给料经分选后进入第二跳汰室。每室的水流分别由偏心连杆机构传动,使摇臂摇动,于是两个连杆带动两室隔膜作交替的上升和下降往复运动,因此迫使跳汰室内的水也产生上下交变运动。跳汰机的冲程和冲次均可根据要求调节。上(旁)动型隔膜跳汰机只有一种定型产品,每室宽300mm、长450mm,双室串联。该机具有冲程调节范围大、适应较宽的给矿粒度、水的鼓动均匀、床层稳定、分选指标好、精矿排放容易、可一次获得粗精矿或合格精矿、单位面积生产率大、操作维修方便等优势。其缺点是:单机规模小,生产能力低,由于隔膜室占用机体的一半,因此,占地面积大等。山西煤用跳汰机则可能是动铁芯被卡死,这样容易烧毁线圈。
一开始的空气脉动跳汰机与现代跳汰机相比,区别较大的地方是煤流方向为横向。1901年出现了分选不分级煤的跳汰机,这种结构形式已具备现代化跳汰机的基本特点。洗选<80mm物料时,洗选下限可达到30mm,有时可降到1~。随着选煤厂厂型日益扩大,出现了双筛侧空气室跳汰机。多数是将两个单体跳汰机的风阀侧的侧壁合而为一,成为两个跳汰机并列的中间隔板。两侧跳汰床层各用自己的风阀,或共用一套风阀同时向两侧跳汰室供风。对跳汰机选煤工业具有重大意义的技术突破是1958年出现的日本高桑跳汰机。我国称筛下空气室跳汰机。这种跳汰机将空气改在跳汰室全宽度上液流运动规律一样,振幅均匀,不存在流线长度和空气室结构形式的影响。实践证明,这种跳汰机宽度为6~8mm,洗水仍能保持均匀的振幅。此外,筛下空气室比筛侧空气室内跳汰机宽度为600~1000mm,因此可以增大下降水流的吸啜力,提高单位面积处理能力。跳汰机结构发展的另一个重要方面是分选介质脉动方式的改进,既风阀的改进。
采用多室共用数控风阀技术。性能表采用锥形滑阀,工作可靠,故障率降低70%,能耗小,可满足不同媒质的分选需要,提高处理能力20%以上。结构更加合理,便于运输和安装,设备载荷减小30%。功率降低70%以上。1850~1864年逐步将圆形活塞改为矩形活塞,跳汰机的机底也由过去的平底发展成为半圆形和角锥形。1875年出现纵向排料的两段人工床层跳汰机,洗选<10mm级末煤。这种跳汰机不设排料闸门,全靠人工床层透筛排料。1878年开始采用差传动机构的活塞跳汰机,突破传统的洗水脉动正弦周期,出现非对称周期。活塞跳汰机的跳汰周期调整困难,对原煤性质变化适应能力差。另外运动部件磨损较严重,往往导致洗选效果下降,发展受到限制。但由于这种跳汰机结构简单,易于掌握,因此仍有采用。对跳汰机结构来说,具有意义的是1891~1892年出现的鲍姆跳汰机即无活塞跳汰机。它将跳汰机洗水脉动方式有机械产生的脉冲改为压缩空气产生的脉冲,这样不仅有利于扩大跳汰机分选面积,而且洗水脉动参数也易于调整,给跳汰机的操作提供了方便,同时对于提高跳汰机的处理能力和改善分层效果创造了有利条件。为适应工艺布置的需要,跳汰机设计有左、右两种安装形式。
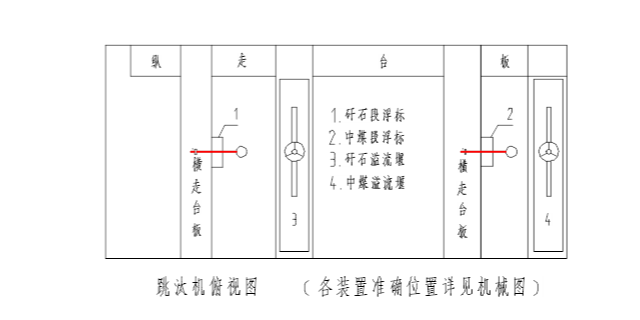
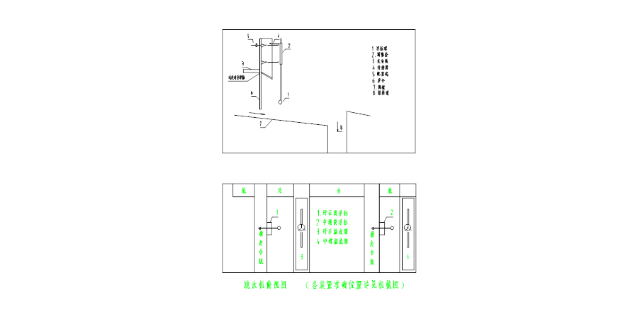
本机的排料装置由浮标装置、活动溢流堤、驱动装置及排料叶轮等组成。浮标的作用是用来检测物料床层的厚度,并将检测值通过传感器送入自动排料控制柜,控制排料轮电机转速。活动溢流堤用来控制底部床层厚度,由手轮、闸板等组成。通过转动手轮,闸板可在0~150毫米高度范围内灵活调节。本机的排料装置由浮标装置、活动溢流堤、驱动装置及排料叶轮等组成。浮标的作用是用来检测物料床层的厚度,并将检测值通过传感器送入自动排料控制柜,控制排料轮电机转速。活动溢流堤用来控制底部床层厚度,由手轮、闸板等组成。通过转动手轮,闸板可在0~150毫米高度范围内灵活调节。跳汰机作为选矿工艺中的重要环节,其性能的稳定性和可靠性直接影响到整个生产线的运行效率。山西跳汰机24
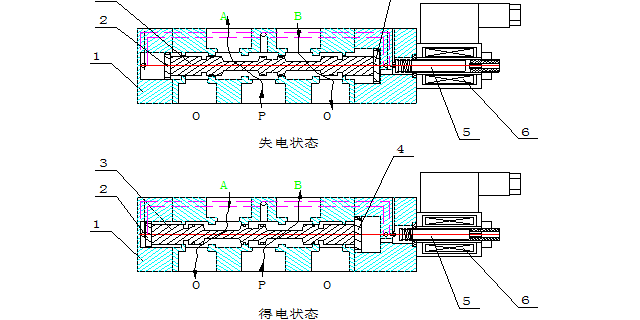
当电磁阀失电时,气源从P腔经中间一小孔并分成两条气路。山西国产跳汰机
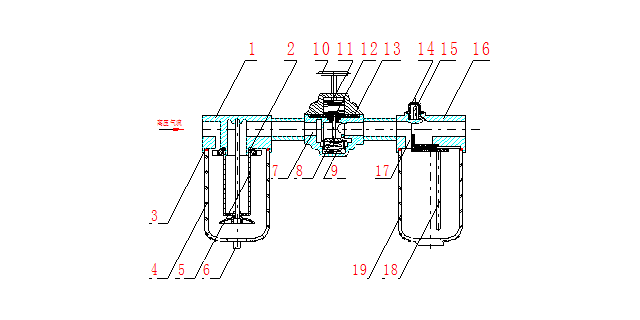
9、安装蝶阀、风箱,对接缝间用橡胶垫密封;10、依次安装走台板1至走台板8,找正位置后,和机体焊接在一起;11、安装集中过滤加油装置,其系统图如下:首先将三联体(过滤器、减压阀、油雾器)与风箱高压风管连接,将油箱置于风箱之上靠近三联体处,用高压塑料管连接油箱和油雾器,将油箱焊接到风箱上。集中过滤加油装置系统图安装时如下图,找正浮标装置的位置后,将浮标焊接在横向走台板上,保持浮标顺煤流方向及对水平的垂直。.山西国产跳汰机
- 内蒙古大型跳汰机加工 2024-12-18
- 黑龙江跳汰机厂家直销 2024-12-18
- 内蒙古单段跳汰机 2024-12-18
- 内蒙古skt跳汰机配件 2024-12-18
- 内蒙古跳汰机筛板的作用是 2024-12-18
- 山西跳汰机机械装置 2024-12-17
- 山西回收跳汰机 2024-12-17
- 内蒙古跳汰机3 2024-12-17