无刷直流电机的生产过程,离不开定子绕线工艺,一般根据定子形状、大小、槽口方向及绕线方式的不同,所选用的绕线机设备也有所不同。常见的定子槽口有向内的,也有向外的,槽口向外的很多朋友也习惯叫外转子,其实应该叫定子,因为电机运行过程中,它是不动的,外面磁钢旋转的才叫转子。槽口向外的产品常采用飞叉绕线方式来解决绕线问题,具体的工作原理及绕线方法如下:不管是有刷还是无刷电机,外绕基本都采用飞叉绕线方式,无刷一般用单飞叉模式,飞叉绕线机主机包括机架、电机及控制系统、排线装置、模具等,在可编程控制系统控制下,机器可以实现正反转,启停,变速以及自动排线绕线,还可以达到精密排线的效果。四工位绕线机大概多少钱一台?浙江外绕绕线机
无刷定子绕线机本技术涉及电机定子生产,具体为无刷定子绕线机。技术介绍电机定子一般由本体及本体外圆绕线槽中的导线构成,在目前,导线在绕线槽中的卷绕加工一般是通过手工进行的,该加工方式不只效率底,同时劳动强度大,很容易造成作业者双手的损伤。此外,因手工卷绕时一般是将多根导线收拢成一股后再嵌入到绕线槽中,而收拢后的导线整体线径要大于绕线槽的进口间隙,这导致嵌入过程中很容易导致导线外层绝缘层的损伤剥落,严重影响了卷绕质量,卷绕圈数不好控制,产品合格率低,稳定性差。再者,以上成股嵌入的卷绕方式在卷绕时需要费很大的力气,但实际加工中作业者为考虑交工效率,拉的都不会很紧实,使得不同次卷绕的导线股与股之间的缝隙很大,进而导致定子的槽满率比较低,同时也使大量的导线外露,不只浪费线材且影响了定子的工作稳定性。技术实现思路(一)解决的技术问题针对现有技术的不足,本技术提供了无刷定子绕线机,解决了手动绕线速度慢、效率低,且不便于控制定子绕线的质量,导致绕线的合格率低、稳定性差的问题。(二)技术方案为实现上述目的,本技术提供如下技术方案:无刷定子绕线机。嘉兴四工位绕线机绕线机的产品类别有哪些?
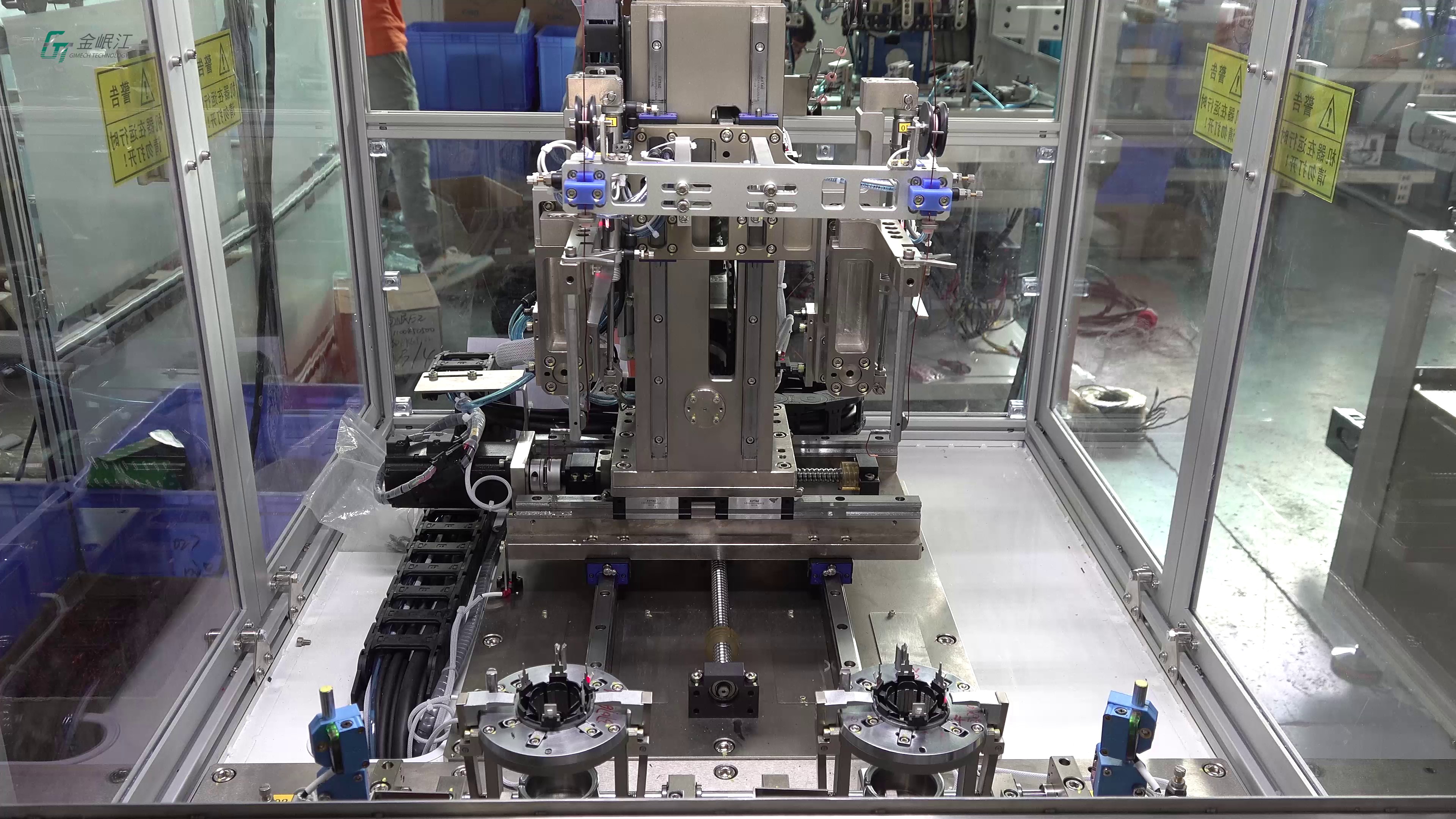
全自动绕线机工作原理及绕线方式:1.飞叉外绕线机,这是比较常见的外绕线方式,针对槽口向外的定子产品,有刷电机也可以采用这种绕线方式,相对经济。工作原理就是利用飞叉的高速旋转,带动线嘴旋转,线嘴带着漆包线跟着运动,在模头、模具、护板相互作用下,把线卡进定子槽口里,可以实现精密排线,前提是机器配置够好,模具、排线装置、及控制器精密度好。2.针式内绕机,这是比较常见的内绕线方式,针对槽口向内的定子产品,可分为上勾线绕线和下勾线绕线方式,这主要取决于出线要求。工作原理就是伺服带动针杆高速上下运动,针杆上有线嘴,线嘴带着线一起运动,在上下运行的同时前后移动,同时模具不停的左右移动,然后漆包线就绕进定子槽口里,可实现精密排线。以上就是无刷电机全自动绕线机工作原理及绕线方式,当然也还有其他的绕线方式,这里只介绍的主要绕线方式,还有外绕产品也适用于内绕设备,在要求比较高、资金充足的的情况下,可以考虑,但内绕机相对较贵。
包括过线部件1、绕线部件2、张力器部件3、定位部件4、线轮7、定子定位套14和气动剪刀15,绕线部件2的一侧固定连接有过线部件1,便于利用过线部件1将其线体导入到绕线部件2上,从而来为无刷定子本体13绕线,过线部件1上部固定连接有定位部件4,定位部件4上安装有线轮7,线轮7与定位部件4转动连接,利用定位部件4上的线轮7来实现外界线体引入时的输线以及定位输送的作用,定位部件4上固定连接有一气缸8,一气缸8运行带动线轮7移动调试其位置,从而便于对线轮7进行位置调试,绕线部件2背离过线部件1的一侧固定连接有张力器部件3,张力器部件3用来调节引入线体的拉线张力,避免线体损坏,张力器部件3的上部固定连接有定子定位套14,定子定位套14的上部安置有无刷定子本体13,利用定子定位套14来固定无刷定子本体13,从而便于对其无刷定子本体13进行绕线处理,张力器部件3的上部固定连接有第四气缸16,第四气缸16的上部固定连接有气动剪刀15,便于利用第四气缸16来带动气动剪刀15来运行将其卷绕好线体的剪断,从而方便取下绕线好的无刷定子本体13,来进行下个绕线工作。进一步,绕线部件2的左侧固定连接有一电机5和第二电机6。分块定子绕线机的价格?
国制造发展到现在,绕线机行业技术怎么样了?现在中国市场上的绕线机主要分类有:1.外槽绕线机,外绕机。外绕机种类很多,有定子排绕机。吊扇绕线机。排绕机比较老的工艺了,所以,价格比较低。吊扇绕线机以前,单控制器双工位的,比较多。现在发展,有双控双工位,单控四工位,单控6工位伺服绕线机。还有一款四工位带旋转180度绕线机。现在使用伺服电机比较多,有增加剪刀,张力器。另外模具方面有做成可以带弹簧的精密排线模具。还有一款,增加一个轴,精密排线轴。排线更加漂亮了。总体水平有了明显提高。绕制产品外观有了改善。绕线机的具体操作视频。杭州多工位绕线机工作原理
无刷电机绕线机主要配置什么驱动电机?浙江外绕绕线机
在主动绕线机中顶针设备是必不可少的部件,它直接影响着设备的排线效果,顶针设备能够坚持绕线芯棒和主轴之间的相对同心度同时减少径向跳动获得适合的排线效果,主动绕线机的顶针设备一般分为两种手动型和气动型,手动型需求操作人员搬动移动杆来完成顶针的动作,气动顶针需求外接气源作为动力,设备都设有距离调整功用,运用不同长度的芯棒时需求调整距离,手动顶针的调整经过移动固定方位来完成顶针与绕线主轴之间的间隔,气动顶针的调整不仅需求调整固定方位还需求调整气缸的升缩间隔和速度,顶针设备调整过紧会使芯棒弯曲,加重主轴电机的负载,过松会形成设备不能发挥效果,应根据芯棒的长度作合适的调整。 浙江外绕绕线机