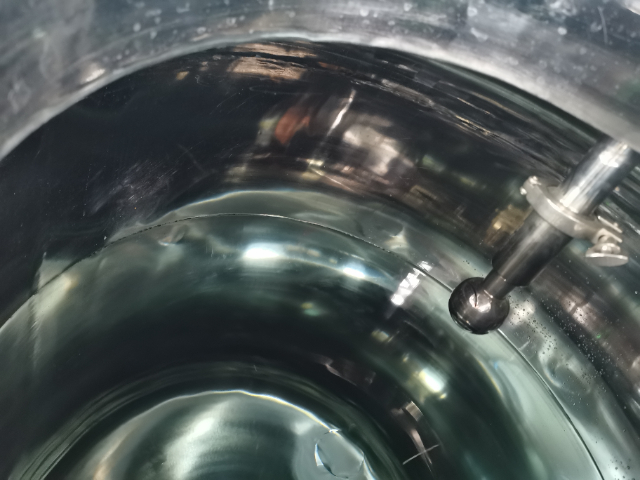
注射水管道酸洗钝化是一种专门用于处理注射水管道内壁的工艺流程,目的是去除管道内的污垢、氧化物和其他杂质,并在其表面形成一层保护性的氧化膜,以确保注射水的纯净度和管道的长期使用寿命。该工艺主要包括以下步骤:准备阶段:首先,需要准备好所需的酸洗钝化剂,这些通常包括强酸(如硝酸、硫酸等)和钝化剂(如过氧化氢、高锰酸钾等)。同时,确保操作人员穿戴好防护装备,如防护眼镜、橡胶手套、防毒面罩等。酸洗阶段:将酸洗钝化剂注入注射水管道中,并循环流动一段时间,使酸洗剂与管道内壁充分接触,去除管道内的污垢、氧化物和其他杂质。酸洗过程中,需要严格控制酸洗剂的浓度、温度和处理时间,以避免对管道造成过度腐蚀。钝化阶段:在酸洗完成后,将钝化剂注入管道中,并继续循环流动一段时间,使钝化剂与管道内壁充分接触,形成一层保护性的氧化膜。钝化过程同样需要严格控制钝化剂的浓度、温度和处理时间。清洗和排放阶段:完成钝化后,需要用清水冲洗管道,将剩余的酸洗钝化剂和钝化剂冲洗干净。同时,排放废水时需要符合环保要求,确保不会对环境造成污染。注射水管道酸洗钝化工艺的周期因使用情况和环境条件而异。一般来说,在正常运行情况下。 通过酸洗和钝化的组合处理,不锈钢表面的氧化物、油污和其他杂质被去除,同时形成了一层保护性的氧化膜。南通钢管管道酸洗钝化哪家好
不锈钢酸洗钝化管道过程: 1:准备一个储液罐和一台水泵,与要酸洗钝化的管道连成一个循环通路.钝化长串件长串件钝化时镀件的上、下端进出钝化溶液中的时间有先后,同时工件在溶液中摆动时,镀件的下端摆动幅度比上端大得多;另一方面钝化后在空气中停留时,溶液由上端往下游,下端镀件表面要比上端镀件附有更多的溶液,下端与溶液有更多的化学反应时间。这些都使得下端钝化膜的颜色深于上端。为减轻色差,这类零件进、出钝化溶液时建议横向出、入(下端用一挂钩钩起来),并防止使用的阳极过长。常州纯化水设备管道酸洗钝化市场报价注射水管道需要进行酸洗钝化处理,以确保水质安全,欢迎咨询硕科环保公司了解详细报价。

(1)还原型碱浸是各类合金钢去除氧化皮的*佳方法,因不产生危险排放物较为环保,是一种很有应用前景的不锈钢除氧化皮技术。(2)目前,国内普遍采用敞开式酸洗生产线,以及氧化型碱浸与HNO3/HF混酸酸洗技术,即“以碱浸为辅,混酸酸洗为主”。(3)通过与德国、美国、日本、捷克等国家进行酸洗技术交流,国外普遍采用隧道式酸洗生产线,以及还原型碱浸与HNO3/HF混合酸酸洗技术,即“以碱浸为主,混酸酸洗为辅”。(4)国外废水、废酸、废气三废处理设施先进、齐全。废HNO3/HF混酸采用酸过滤和酸再生系统分离过滤后回收使用,酸性废水采用氢氧化钙中和处理,硫酸、盐酸废气采用氢氧化钠进行喷淋处理,NOX废气采用SCR脱氮系统处理,满足环保要求。
长条零件钝化长条零件钝化时如钝化槽容纳不下,可采取临时措施,利用砖块或木条加工一个能容下镀件的框,框内衬以塑料布,注入钝化溶液后即可使用,采用此法既方便又可避免膜层不均匀或产生衔接印痕等质量问题。平面件钝化一般平面件钝化时由于在钝化槽中摆动时边缘部位与钝化溶液接触会比中间部位剧烈,而引起此部位钝化膜的色泽不均匀的现象,此问题可采取压缩空气搅拌来解决,效果很好。为提高钝化膜的均匀性还需注意镀锌过程中的电流分布均匀性,必要时镀件的边缘予以屏蔽,以防该部位因电流过大而出现镀层粗糙,影响钝化膜的色泽。注射水管道酸洗钝化后,水质得到了明提升,感谢硕科环保公司的专业服务。

在役设备除垢清洗.医药化工装置中的不锈钢设备,尤其是换热器,经一定时间运行后,内壁会沉积各种污垢,如碳酸盐垢、硫酸盐垢、硅酸盐垢、氧化铁垢、有机物垢、催化剂垢等,影响了换热效果,并且会造成垢下腐蚀。需要选择合适的清洗剂进行除垢,可采用硝酸、硝酸+氢氟酸、硫酸、柠檬酸、EDTA、水基清洗剂等,并添加适量的缓蚀剂。除垢清洗后,如需要可再进行钝。化处理。如上海**PTA、醋酸、腈纶等装置的不锈钢换热器均进行过除垢清洗。硕科环保公司的不锈钢管道酸洗钝化服务,让您的管道焕然一新。苏州纯化水管道酸洗钝化电话
纯化水管道酸洗钝化是保障水质的关键步骤,硕科环保公司为您提供服务支持。南通钢管管道酸洗钝化哪家好
不锈钢管道的酸洗钝化,不锈钢与碳钢组合件的酸洗对不锈钢与碳钢组合件(如换热器中不锈钢管子、管板与碳钢壳体),酸洗钝化若采用HNO3或HNO3+HF会严重腐蚀碳钢,这时应添加合适的缓蚀剂如Lan-826。当不锈钢与碳钢组合件在敏化状态下,不能用HNO3+HF酸洗时,可采用羟基乙酸(2%)+甲酸(2%)+缓蚀剂,温度93℃,时间6h或EDTA铵基中性溶液+缓蚀剂,温度:121℃,时间:6h,随后用热水冲洗并浸入10mg/L氢氧化铵+100mg/L联氨中。不锈钢管道的酸洗。南通钢管管道酸洗钝化哪家好
过程设计工艺参数:酸洗时间、钝化时间、循环流速、温度、剂浓度、中和pH、漂洗电导率/TOC安...
【详情】卫生级洁净,杜绝二次污染,适配GMP内壁抛光Ra≤μm,无死角、无残留,降低;钝化膜稳定,无...
【详情】苏州客户合作案例(部分)苏州工业园区:某企业注射水系统管道钝化+验证太仓港区:某医疗器械厂纯...
【详情】服务范围(苏州本地)制纯化水/注射水/纯蒸汽管道、储罐、换热器、无菌管路食品饮料:卫生级...
【详情】焊接后管道焊缝、热影响区是氧化、腐蚀重灾区,凡是有焊接接头的管道,均适用酸洗钝化,焊接缺陷带...
【详情】苏州客户合作案例(部分)苏州工业园区:某企业注射水系统管道钝化+验证太仓港区:某医疗器械厂纯...
【详情】食品、饮料、乳业行业符合食品接触材料相关卫生标准,无有害物质残留。无锈、无杂质、无异味,防止...
【详情】外观质量验收记录记录管道整体、焊缝、弯头、变径等部位的检查结果,标注是否无氧化皮、焊渣、...
【详情】钝化防护(关键步骤,防止红锈复发)钝化处理:将配制好的钝化液(可选用HS-210试剂,兼具钝...
【详情】按管道类型与工况划分新建工业管道所有新安装、焊接完成的洁净、防腐类金属管道,投用前的标准...
【详情】不同行业验收标准差异(选型)行业**验收项特殊要求制(GMP)外观+蓝点(30s无)+铁离子...
【详情】服务范围(苏州本地)制纯化水/注射水/纯蒸汽管道、储罐、换热器、无菌管路食品饮料:卫生级...
【详情】