- 品牌
- 爱步精益
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 人、机、料、法、环的现场标准化打造
- 咨询电话
- 15985846948
- 所在地
- 厦门市同安区闽盛交通9楼
- 公司类型
- 有限责任公司
- 咨询范围
- 工厂、现场管理、6S
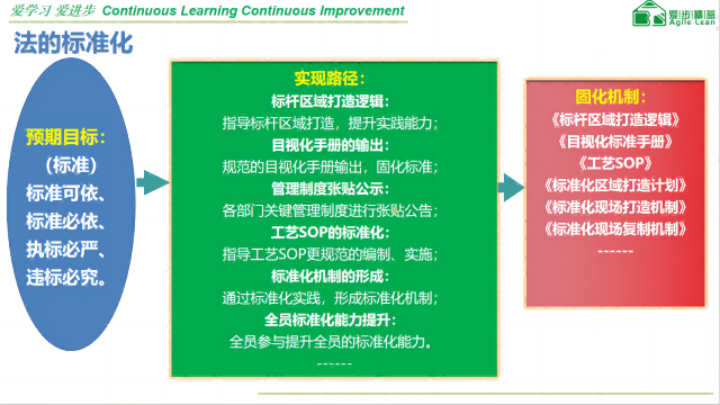
预期目标:(设备)保养有效、运行正常、状态标识、确保安全。
实现路径:设备跑粉专案:挖掘潜在问题,专案克难攻坚有效改善;设备风险告知:设备潜在风险目视告知,规避安全事故;设备安全规程:设备安全操作规程规范,指导安全生产;设备保养规范:设备点检、保养标准化,确保有效保养;设备状态管理:设备运行状态明确标识,确保有效管理;设备全员保全:引导员工参与设备点检,全员保全。
固化机制:编制37份《标准设备SOP》(含《设备点检表》、《设备安全操作规程》、《设备保养手册》)《设备风险告知牌》《设备安全目视化》《设备跑粉专案》 如何利用可视化工具推进现场标准化管理?绍兴现场标准化案例
现场标准化成本意识:是企业运营过程中对成本问题的关注和认识,是企业降低成本、提高效益的重要保障。
成本意识的主要内容,包括成本意识、成本规划、成本核算、成本控制、成本分析、成本绩效评估和成本文化等方面。
企业要想在激烈的市场竞争中立于不败之地,必须树立成本意识,从各个环节入手加强成本控制工作。通过提高全员的成本意识、制定合理的成本规划、加强成本核算和控制、进行深入的成本分析以及建立完善的成本绩效评估体系等措施,企业可以有效地降低成本、提高效益并增强市场竞争力。同时,通过培育节约成本的企业文化氛围并激励员工积极参与成本控制工作,企业可以形成全员参与的成本控制体系并实现可持续发展目标。 莆田大扫除现场标准化如何培训员工掌握现场标准化管理技能?
三级巡线是按照“PDCA”的原则组织管理人员去现场发现问题,针对现场的问题提出改善对策并且实施的管理活动。巡线后由上级领导进行检查改善的结果,然后根据“举一反三”和“标准化”的原则总结出可以推广改善点,杜绝问题的重复发生。
一级主管级巡线:每天一次分散处理
步骤1:采用巡线记录本,一周一页,每天改善一个问题,并记录于巡线表;
步骤2:放在现场固定的地方,直接上级领导每周不定期检查;
步骤3:在6个问题点中总结出一个亮点,按模板填写
二级经理巡线:每周一次集中处理
步骤1:巡线前会议(10min):重点布置主题,巡线分工及要求;步骤2:现场巡线(30min):需要有人记录,过程重点拍照;步骤3:巡线后会议(60min):确定行动计划,培训,举一反三;
三级总经理巡线:步骤1:全体聚集;步骤2:到各个车间,由车间主任介绍这个月的改善景点;步骤3:会议室进行分享改善心得,总经理再次表扬相关人员;
6S活动是精益管理的基础;是TPM的前提是TQM的第一步;是通向ISO9000的捷径;是JIT和IE落实的先决条件;6S对其它管理活动有着促进作用;可以营造整体氛围;体现效果,增强信心;6S为相关活动打下基础。
整理(SEIRI)要与不要,一弃一留
整顿(SEITON)科学布局,取用快捷
清扫(SEISO)清扫垃圾,美化环境
清洁(SEIKETSU)洁净环境,贯彻到底
素养(SHITSUKE)形成制度,养成习惯
安全(SAFTY)规范生产,安全第一
7S:节约(Save)8S:学习(Study)9S:服务(Service)10S:满意(Satisfication)11S:坚持(SHIKOKU)… 油漆作战如何有效开展?
现场标准化责任意识:是一种重要的品质,它涉及到自我管理、他人、工作、社会和自然等多个方面。以下是对责任意识的五个方面的详细阐述:
1.自我管理责任:是指对自己的行为和决策负责。这意味着我们应该认识到自己的行为对自己和他人的影响,并承担起相应的责任。
2.他人责任:是指对他人的行为和决策负责。我们应该尊重他人的权利和尊严,不侵犯他人的利益,并尽力帮助他人。我们应该建立积极的人际关系,并尽力维护良好的人际关系。
3.工作责任:是指对工作负责。我们应该对自己的工作尽职尽责,遵守工作规定和流程,并尽力提高工作效率和质量。我们还应该与同事和上级保持良好的沟通和合作关系,共同完成工作任务。
4.社会责任:是指对社会负责。我们应该关注社会问题,积极参与社会公益活动,为社会做出贡献。我们还应该遵守社会道德和法律法规,维护社会秩序和稳定。
5.自然责任:是指对自然负责。我们应该关注环境保护和可持续发展问题,采取积极的行动来保护自然环境。
总之,责任意识是一种重要的品质,它涉及到自我管理、他人、工作、社会和自然等多个方面。我们应该认识到自己的责任,并采取积极的行动来履行自己的责任。只有这样,我们才能成为有价值的人和社会公民。
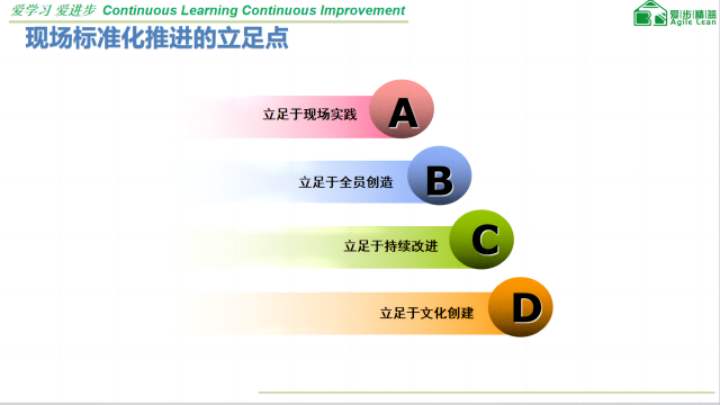
现场标准化推进的立足点:现场实践、全员创造、持续改进、文化创建。广州寻宝活动现场标准化
如何检查现场标准化管理的执行情况?绍兴现场标准化案例
海尔CEO张瑞敏经常对员工讲的一句话是:什么叫做不简单?能够把简单的事情天天做好就是不简单。什么叫做不容易?大家公认的非常容易的事情,非常认真地做好它,就是不容易!6S管理技术是一门门槛不高的现场管理技术,很容易掌握(实际也有技术要求。一个不懂工艺流程,逻辑不清的人,指导生产现场搞6S,只能是花架子。这一点,我想很多企业有体会)。但是6S又是一门难以坚持的管理技术。很多工厂的6S只停留在非常肤浅的层面,对他们来说,6S只不过是搞搞标识、画画线,出出看板、扫扫地而已;6S、TPM负责人退化为清扫队队长(很多企业的6S、TPM成员都是一些不能胜任其他工作的人,这样的人当然只能成为清扫队队员。这就像中国大学的图书馆馆长,大多是一些教不好书、搞不了科研的人。而在美国,只有学问高的人,才有资格做图书馆馆长)。6S活动源于日本,在中国企业推广的难题不在于中国企业与日本企业的差异,而在于中国员工与日本员工的差异。不少中国员工表面聪明,算计精明,但做起事情来却常常是马虎行事,不认真,不到位。这些日常工作的小差异造成了整体效果的大差异。绍兴现场标准化案例
- 阳江寻宝活动现场标准化 2025-08-05
- 茂名现场标准化供应 2025-07-10
- 湖州寻宝活动现场标准化 2025-07-09
- 厦门现场标准化供应 2025-07-09
- 形迹管理现场标准化 2025-07-09
- 潮州早会现场标准化 2025-07-09
- 茂名斜线管理现场标准化 2025-07-09
- 衢州5s现场标准化 2025-07-09
- 莆田大扫除现场标准化 2025-07-09
- 梅州现场标准化是什么 2025-07-09
- 温州8s现场标准化 2025-07-09
- 漳州现场标准化是什么 2025-07-09