生产标准播报编辑常用生产标准:化工部标准HG/T20592-2009、HG/T20615-2009、国家标准GB/T9115.1-2000、GB/T9115.2-2000、GB/T9115.3-2000、GB/T9115.4-2000、机械部标准JB/T86.2-94、船用标准CB/T47-1999...
对焊法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
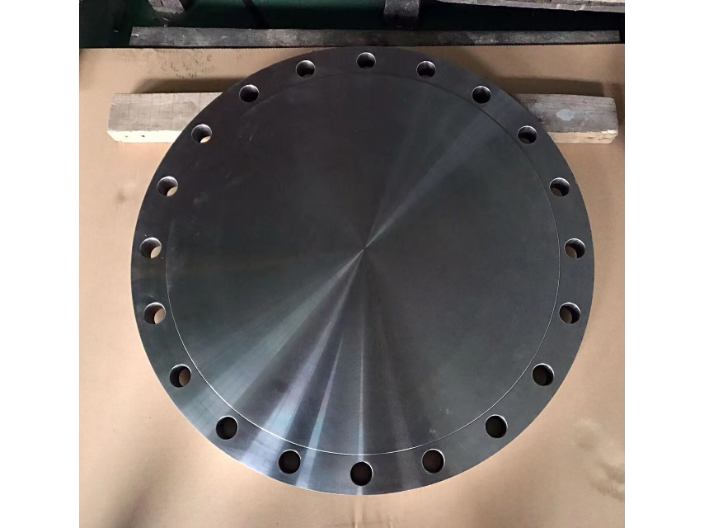
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,角向型,轴向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
对焊法兰企业商机
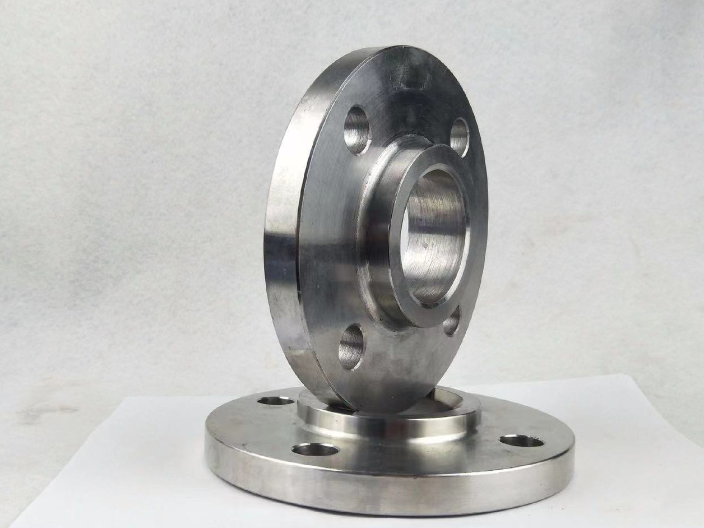
平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质无毒的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对焊法兰的连接方式可以实现管道系统的快速维修和更换。洛阳对焊法兰参考价

生产标准:常用生产标准:化工部标准HG/T20592-2009、HG/T20615-2009、国家标准GB/T9115.1-2000、GB/T9115.2-2000、GB/T9115.3-2000、GB/T9115.4-2000、机械部标准JB/T86.2-94、船用标准CB/T47-1999;生产材料:WCB(碳钢)、LCB(低温碳钢)、LC3(3.5%镍钢)、WC5(1.25%铬0.5%钼钢)、WC9(2.25%铬)、C5(5%铬%钼)、C12(9%铬1%钼)、CA6NM(4(12%铬钢)、CA15(4)(12%铬)、CF8M(316不锈钢)、CF8C(347不锈钢)、CF8(304不锈钢)、CF3(304L不锈钢)、CF3M(316L不锈钢)、CN7M(合金钢)、M35-1(蒙乃尔)、N7M(哈斯特镍合金B)、CW6M(哈斯塔镍合金C)、CY40(因科镍合金)。洛阳对焊法兰参考价对焊法兰经过专业设计,确保了连接的紧密性。

我们再来了解锻造法兰的,生产工艺流程:锻造工艺过程一般由以下工序组成,即选取优良钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被普遍用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
在工业管道中,对焊法兰连接的使用十分普遍。在家庭内,管道直径小,而且是低压,看不见对焊法兰连接。如果在一个锅炉房或者生产现场,到处都是法兰连接的管道和器材。1、 连接管路并保持管路密封性能;2、 便于某段管路的更换;碳钢也叫碳素钢,指含炭量WC小于2%的铁碳合金。碳钢除含碳外一般还含有少量的硅、锰、硫、磷。3、 便于拆开检查管路情况;4、 便于某段管路的封闭。平焊法兰:适用于公称压力不超过2.5MPa的碳素钢管道连接。平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种。对焊法兰具有良好的耐磨性和耐腐蚀性。

对焊法兰,比较官方给出的解释,对焊法兰是带颈的并有圆管过渡的并与管子对焊连接的法兰。比较粗鄙的理解应该就是一边出头吧。对焊法兰一般采用锻造、铸造、割制、卷制工艺制成。生产标准、级别及其技术一般要求应符合JB4726-4728的相应要求。一般可分为整体法兰、对焊法兰、对焊环带颈松套法兰、对焊环板式松套法兰。因为这种形状,对焊法兰接触面就会多出很多,密封性自然而然地就会比较好,形态稳定。很多对温度和压力要求比较高的管道都优先选择对焊法兰(PN大于2.5MPa的管道及阀门);也很多价值比较高的材料,或者易燃易爆介质的管路上也用得比较多。这里多说一嘴整体法兰,整体法兰一般是采用直接铸造的方式,也是属于带颈对焊钢制管法兰的一种。整体法兰管端比对焊法兰管端厚,壁厚也相对比较厚。基于这两点,优势相较于其他带颈对焊法兰也就比较明显了,更好的材质,更好的铸造方式。也是为了在生产生活过程中更好地承压能力,完成要求更加严格的任务。对焊法兰密封性能可靠,防止泄漏和污染的发生。洛阳对焊法兰参考价
对焊法兰具有良好的耐压性和耐腐蚀性,适用于各种工况。洛阳对焊法兰参考价
对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:1、对焊法兰应经超声波探伤,无分层缺陷;2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;3、圆环的对接焊缝应采用全熔透焊缝;4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。对焊法兰的颈部外侧斜度应不大于70°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。洛阳对焊法兰参考价
与对焊法兰相关的文章

河南不锈钢对焊法兰精选厂家
- 浙江304L对焊法兰公司 2025-01-01
- 江西高压对焊法兰定制价格 2025-01-01
- 江西带颈对焊法兰厂商 2024-12-31
- 洛阳304L对焊法兰 2024-12-31
- 河南高压对焊法兰参考价 2024-12-31
- 304L对焊法兰市价 2024-12-31
- 常州国标对焊法兰生产厂家 2024-12-31
- 南京带颈对焊法兰价格 2024-12-19
- 浙江异形对焊法兰批发价 2024-12-18
- 安徽双相钢对焊法兰平台 2024-12-18
- 三明对焊法兰定制加工 2024-12-17
- 江苏船标对焊法兰 2024-12-17
与对焊法兰相关的产品


与对焊法兰相关的新闻
-
江苏双相钢对焊法兰公司 2024-12-14 20:07:16对焊法兰一般是采用锻件或锻轧工艺制成。当对焊法兰采用钢板或型钢制造时,需要符合下列要求:一、对焊法兰应经特别波探伤,无分层缺陷;二、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不可以采用钢板直接机加工成带颈对焊法兰;三、圆环的对接焊缝应采用全熔透焊缝;四、圆环的对接焊缝...
-
常州316L对焊法兰定制价格 2024-12-14 16:07:02割制法兰,在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰较大直径以中板的幅宽为限。卷制法兰,用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。...
-
福建国标对焊法兰价位 2024-12-13 11:06:49国标法兰:国标法兰英文(National standardflange)是指按中华人民共和国国家标准的规定生产的法兰片。国标法兰标准由中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会于2011年01月10日联合发布,从2011年01月10日起实施的推荐性标准。一共包括了以下13项标准...
-
南京高温对焊法兰价格 2024-12-13 08:13:00对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。中文名对焊法兰外文名Welded flange螺栓孔数量4个-48个螺 纹M10-M27法兰外径75mm-2190mm。适用范围:对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,...
与对焊法兰相关的问题
新闻资讯
产品推荐
-
河南不锈钢对焊法兰精选厂家
2025-01-04 -
南京槽面带颈平焊法兰加工
2025-01-03 -

浙江国标法兰参考价
2025-01-03 -

浙江CF8C带颈平焊法兰参考价
2025-01-03 -
安徽304L法兰参考价
2025-01-03 -

福建凹面法兰哪家好
2025-01-03 -
常州316L法兰市价
2025-01-03 -

常州321法兰行价
2025-01-03 -

南京347带颈平焊法兰定制价格
2025-01-03