对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。 1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。 2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。 3、符合以下情况之一者,应符合Ⅲ及...
对焊法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
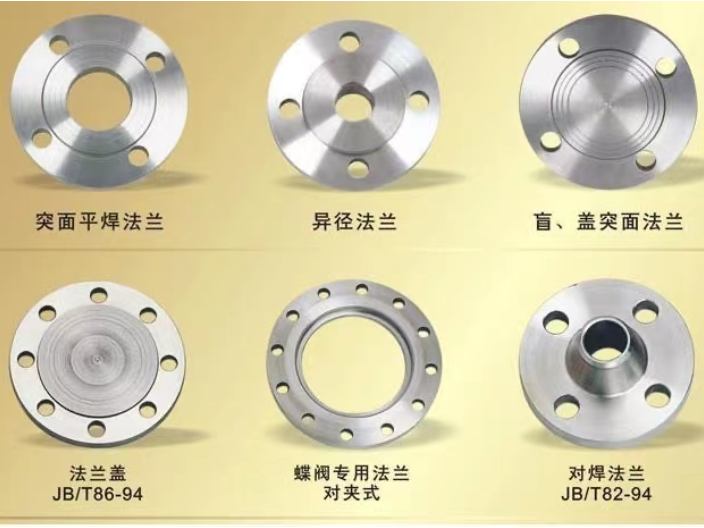
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,角向型,轴向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
对焊法兰企业商机
对焊法兰技术要求:对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。3、符合以下情况之一者,应符合Ⅲ及锻件的要求:(1)公称压力PN≥10.0MPa法兰用锻件;(2)公称压力PN>4.0MPa的铬钼钢锻件;(3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。对焊法兰提供了多种连接方式,满足了不同系统的需求。低温对焊法兰

对焊法兰:对焊法兰类似于滑动法兰,它的主要优点是无需焊接即可组装,在低压和爆裂性很高的环境中使用,焊接会造成危险。承插对焊法兰是类似的滑动法兰,它有一个孔和一个反孔尺寸。柜台孔比O.D.管道匹配,以便将管道插入到类似于滑动法兰的法兰中。较小孔的直径与具有相同ID的相同管道匹配,限制内置的孔,作为一个专为管道肩套停留在底部,这避免了任何流量限制在使用插座焊法兰。模锻,模锻顾名思义,就是用特质的模具来制造法兰,这种方法制造效率高,产品的质量好,当然价格也比自由锻法兰更贵一些。模锻首先要将加工原材料注入模具当中,进行持续加热,使材料与模具充分贴合后进行冷却,然后将法兰取出,进行冲孔、切边、抛光等操作,这样一个模锻法兰就制好了。低温对焊法兰对焊法兰具有良好的耐磨性和耐腐蚀性。

滑动法兰盘:滑动法兰的轮毂较低,因为管道进入单法兰焊接前,它在内部和外部焊接以提供足够的强度以防止泄漏。滑动法兰与外径稍大的镗孔管匹配,它们优于颈法兰的焊接,因为许多用户的初始成本较低,但后来的安装成本可能不具可比性,因此颈法兰的焊接数量较少。搭接法兰盘:搭接法兰实际上是完全相同的滑动法兰,除非它是孔和法兰种族之间的一个半径,半径要有凸缘以容纳搭接短节的末端,通常,搭接法兰和搭接端部配合在一起组装成系统。
搭接法兰盘:搭接法兰实际上是完全相同的滑动法兰,除非它是孔和法兰种族之间的一个半径,半径要有凸缘以容纳搭接短节的末端,通常,搭接法兰和搭接端部配合在一起组装成系统。承插对焊法兰是类似的滑动法兰,它有一个孔和一个反孔尺寸。柜台孔比O.D.管道匹配,以便将管道插入到类似于滑动法兰的法兰中。较小孔的直径与具有相同ID的相同管道匹配,限制内置的孔,作为一个专为管道肩套停留在底部,这避免了任何流量限制在使用插座焊法兰。对焊法兰经过严格测试,保证了其可靠性和稳定性。

对焊法兰是一种管道法兰,它包括一个焊接到管道上的铸入式管颈。与在焊接到位之前滑过管道的普通法兰不同,对焊颈法兰有一个倾斜的喷嘴状颈部,以便与管道相匹配。一旦管道倾斜以匹配焊颈法兰,形成完美的V形,其中放置对接焊缝以连接两个部件。对焊法兰是一种管道法兰类型,它包含焊接到管道上的铸入颈部对焊法兰的优点是焊接连接不会干扰通过法兰的液体流动。通过将焊接接头放置在法兰漏斗状颈部的末端,管道更容易与法兰对齐,并且这种类型的法兰通常可以进行更牢固的焊接。对焊法兰具有抗震性能,适应地震等灾害环境。江苏316L对焊法兰价格
对焊法兰经济实用,符合可持续发展的要求。低温对焊法兰
对焊法兰的锻造工艺过程一般由以下工序组成,即选取优良钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。1、镦粗:镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2、拔长:拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3、对焊法兰的冲孔:用冲子在坯料上冲出通孔或不通孔的锻造工序。4、对焊法兰的弯曲:使坯料弯曲成一定角度或形状的锻造工序。5、对焊法兰的扭转:使坯料的一部分相对另一部分旋转一定角度的锻造工序。6、对焊法兰的切割:分割坯料或切除料头的锻造工序。低温对焊法兰
与对焊法兰相关的文章

浙江304L对焊法兰公司
- 江西高压对焊法兰定制价格 2025-01-01
- 江西带颈对焊法兰厂商 2024-12-31
- 洛阳304L对焊法兰 2024-12-31
- 河南高压对焊法兰参考价 2024-12-31
- 304L对焊法兰市价 2024-12-31
- 常州国标对焊法兰生产厂家 2024-12-31
- 南京带颈对焊法兰价格 2024-12-19
- 浙江异形对焊法兰批发价 2024-12-18
- 安徽双相钢对焊法兰平台 2024-12-18
- 三明对焊法兰定制加工 2024-12-17
- 江苏船标对焊法兰 2024-12-17
- 上海碳钢对焊法兰批发 2024-12-15
与对焊法兰相关的产品


与对焊法兰相关的新闻
-
常州316L对焊法兰定制价格 2024-12-14 16:07:02割制法兰,在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰较大直径以中板的幅宽为限。卷制法兰,用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。...
-
福建国标对焊法兰价位 2024-12-13 11:06:49国标法兰:国标法兰英文(National standardflange)是指按中华人民共和国国家标准的规定生产的法兰片。国标法兰标准由中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会于2011年01月10日联合发布,从2011年01月10日起实施的推荐性标准。一共包括了以下13项标准...
-
南京高温对焊法兰价格 2024-12-13 08:13:00对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。中文名对焊法兰外文名Welded flange螺栓孔数量4个-48个螺 纹M10-M27法兰外径75mm-2190mm。适用范围:对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,...
-
河南船标对焊法兰批发价 2024-12-13 06:13:17焊颈法兰通常应用于长法兰的末端这种连接方式是用来防止管道连接处的压力过高而产生的压力。这种连接方式也可以防止任何因法兰连接而产生的压力过高。对焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式对焊法兰的应用量大,其它两种方式的对焊法兰在选用中也是特别普遍的.对焊法兰经得起高温高压及往复弯曲和温...
与对焊法兰相关的问题
新闻资讯