- 品牌
- 无锡欧驰
- 型号
- HV
- 尺寸
- 405×290×480mm
- 重量
- 约35Kg
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
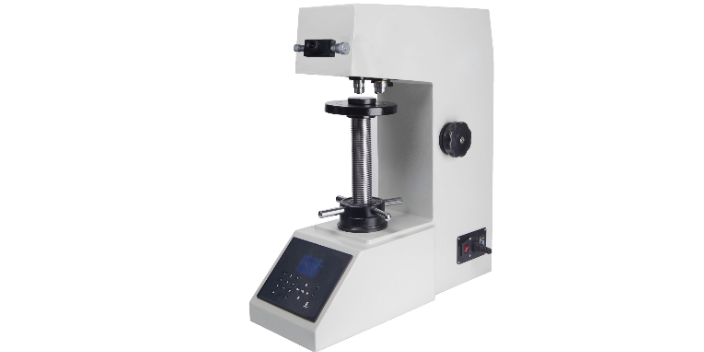
洛氏硬度计试验程序:将丝杠顶面及工作台上下端面擦净,将工作台置于丝杠台上;将试件支撑面擦净置于工作台上,旋转手轮使工作台缓慢上升并顶起压头,至小指针指向红点,大指针旋转3圈垂直向上为止;旋转指示器外壳,使C,B之间长刻线与大指针对正;拉动加荷手柄,施加主试验力,指示器的大指针按逆时针方向转动;当指示针转动停止下来后,即可将卸荷手柄推回,卸除主试验力;从指示器上相应的标尺读数;转动手轮使试件下降,再移动试件.按以上(2)-(6)步骤进行新的试验;试验结束后用防尘罩将机器盖好.电子布氏硬度计,主要用于铸铁、钢材、有色金属及软合金等材料的硬度测定。杭州自动转塔数显显微硬度计经济实用
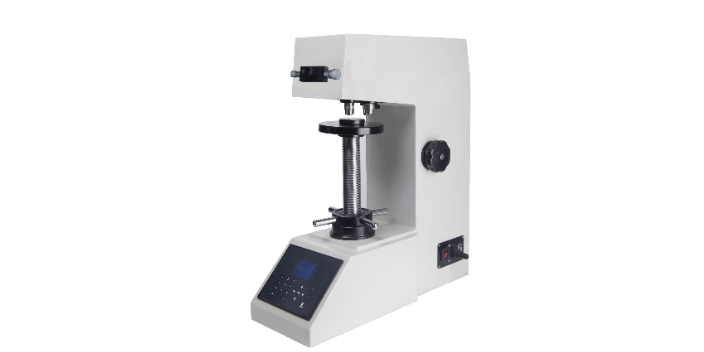
维氏硬度计HV-5/10/30/50采用LCD显示屏,通过操作面板可对硬度标尺HV或HK各档试验力、保荷时间进行选择,光学测量系统。通过面板的键入能调节测量光源的强弱,并能显示试验力值和保持时间等,使用方便,操作时可将目镜测得的D1、D2值直接输入后,硬度值即在LCD显示屏上直接显示,测量精度高。应用范围黑色金属、有色金属、IC薄片、表面涂层、层压金属;玻璃、陶瓷、玛瑙、宝石、薄塑料等;碳化层和淬火硬化层的深度及梯度的硬度测试。苏州数显显微硬度计源头厂家手动洛氏硬度计,精密油压缓冲器,加载速度可调。

维氏硬度计结构:----维氏系列硬度计的结构一般有二种,一种是直接加荷,另一种是间接加荷(通过杠杆进行加荷)。显微维氏硬度计都采用直接加荷;小负荷维氏硬度计有直接加荷的也有间接加荷的;维氏硬度计都采用间接加荷的(主要看设计的思路和试验力的大小)。HV-1000型显微硬度计、HVS-1000型数显显微硬度计和HVS-1000Z型自动转塔数显显微硬度计都是直接加荷的。维氏系列硬度计有:HVS-5型和HVS-10型数显小负荷维氏硬度计;HVS-30、HVS–50型数显维氏硬度计都采用间接加荷。显微硬度计不但能进行维氏试验,还可以进行努氏试验(只要配上努氏压头)。努氏试验可以对硬度很高的材料进行测试,目前国内外已有不少的客户来配努氏压头进行努氏试验,尤其是一些科研单位研究新材料和新工艺。
韦氏硬度计用:途韦氏硬度计用于铝合金类产品韦氏硬度值测量折叠编辑本段产品特点韦氏硬度计是小型便携式仪器,它体积小、重量轻、可单手操作,可快速、方便、无损地测试材料硬度,它不必取样,对操作技能要求不高,非常适于在生产现场对材料进行快速硬度检测。韦氏硬度计的缺点是灵敏度较差,量程较窄,全量程只有20个刻度,因此通常一台仪器只能测试1~2种金属材料。韦氏硬度计检测方法起源于美 国,在上个世纪80年代随着铝型材生产线的引进而进入我国。韦氏硬度计原理一定形状的硬钢压针,在标准弹簧试验力作用下压入试样表面,用压针的压入深度确定材料硬度,定义0.01mm的压入深度为一个韦氏硬度单位。韦氏硬度单位表示为HW。电子布氏硬度计,坚固机身,充分热处理,不易变形,稳定性好。
里氏硬度计的选型,里氏硬度计主要用于在现场快速测试大型的、组装的、不便移动的、不允许切割试样的工件,用于测试大型模具、大型锻造件、铸造件,可以灵活地测试大型工件不同部位的硬度,它是大型工件硬度测试上非常有效实用的检测手段,在国内有取代肖氏硬度计的趋势。里氏硬度计不能测试表面硬化工件,通过耦合的办法测试小零件往往是不可靠的,目前有被误导测试小零件的倾向。对于中、小零件应尽量采用国际上通用的静态硬度测试方法。与肖氏硬度试验相同,里氏硬度试验结果的比较也是限于弹性模量相同或相近的材料。布氏硬度计的构造坚固、刚性好、可靠、耐用,测试效率高。杭州自动转塔数显显微硬度计经济实用
电子布氏硬度计,具有精度高,高重复性和稳定性,操作简便等特点。杭州自动转塔数显显微硬度计经济实用
锤击式布氏硬度计能特点:铸造的布氏硬度值;黄铜铸件的布氏硬度值;辗压黄铜的布氏硬度值;紫铜的布氏硬度值u锡青铜合金的布氏硬度值;铝合金铸件的布氏硬度值;在试验前应做好如下准备工作,试验前首先将标准试块(标准硬度试块)大倒角型的一端插入钢珠压头之间嵌装在壳体中的弹簧使压头将标准试块紧压在钢珠上;在被测试材料的表面上应将其上面锈蚀层磨光使之得到一平坦且光滑的表面,以便在试验时试件上得到清晰的钢珠压痕,从而获得较精确的数值。杭州自动转塔数显显微硬度计经济实用

硬度计,洛氏硬度计准备工作选择压头和载荷:根据被测材料的类型和硬度范围,选择合适的压头(金刚石圆锥压头或钢球压头)和载荷(如588.4N、980.7N、1471N等)。一般来说,较硬的材料使用金刚石圆锥压头和较大的载荷,较软的材料使用钢球压头和较小的载荷。安装压头:将选好的压头牢固地安装在硬度计的主轴上。校准硬度计:使用标准硬度块对硬度计进行校准,确保硬度计的测量准确性。将标准硬度块放在工作台上,施加规定的初始载荷,调整硬度计的读数,使其与标准硬度块的硬度值一致。放置试样:将被测试样平稳地放置在硬度计的工作台上,试样的厚度应不小于压痕深度的10倍,以保证测量结果的准确性。如果试样表面不平整,需...
- 杭州维氏硬度计 2025-12-15
- 宁波简易数显洛氏硬度计性价比高 2025-09-27
- 数显洛氏硬度计制造厂商 2025-07-18
- 上海数显塑料洛氏硬度计价格多少 2025-07-17
- 杭州韦氏硬度计分析仪器 2025-07-17
- 安徽布氏硬度计哪个牌子好 2025-07-16
- 苏州小负荷布氏硬度计品牌商家 2025-07-16
- 南京洛氏硬度计经济实惠 2025-07-16
- 安徽韦氏硬度计经济实惠 2025-07-15
- 苏州洛氏硬度计品牌好 2025-07-15

- 苏州电动表面洛氏硬度计源头厂家 2025-07-15
- 嘉兴小负荷布氏硬度计经济实惠 2025-07-15
- 杭州电动塑料洛氏硬度计性价比高 2025-07-15
- 上海数显布洛维硬度计品牌好 2025-07-14
- 安徽简易数显洛氏硬度计实力商家推荐 2025-07-14
- 苏州显微硬度计品牌有哪些 2025-07-14




- 云南工业检测金相显微镜性价比高 03-02
- 昆山金刚石喷雾研磨抛光剂磨抛耗材厂家 03-02
- 宁波金相抛光醋酸布磨抛耗材制造厂商 03-02
- 安徽进口乳胶砂纸磨抛耗材按钮操作 03-02
- 深圳图像金相显微镜金相材料分析用 03-01
- 贵州视频金相显微镜性价比高 03-01
- 天津碳化硅砂纸磨抛耗材哪个牌子好 03-01
- 无锡金相抛光剂磨抛耗材厂家批发 03-01
- 河北视频金相显微镜实力商家推荐 03-01
- 昆山金刚石抛光液磨抛耗材厂家批发 03-01