加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控打磨由二种先进的基本机能构成。一种是压力控制机能,当机器人展开工件打磨抛光时,该机能可维持打磨工具对铸件的压力自始至终不变:另一种是变速控制功用,当机器人对工件的表面或分型线展开去毛刺、去飞边操作时,该机能可持续操纵其操作速度。大儒科技(苏州)有限公司为您提供力控打磨 ,有想法可以来我司咨询!北京精密力控打磨哪里买

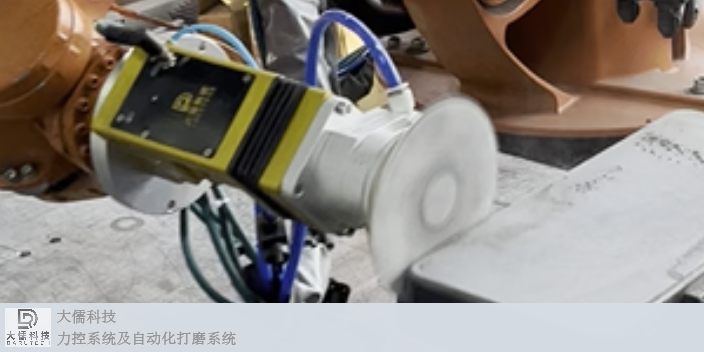
为保证打磨抛光效果得到有效保证,使用DFC智能柔性打磨力控打磨来实现批量打磨。在DFC力控打磨执行器末端安装上客户原有的打磨抛光工具即可实现力控打磨的柔性执行。例如在DFC力控打磨末端安装角磨机实现焊缝打磨或者焊渣清理。可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。打磨焊缝表面不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺陷。抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。更换抛光机实现的磨抛效果,用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。抛光前需要把产品表面打砂处理,不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。本地力控打磨研磨大儒科技(苏州)有限公司是一家专业提供力控打磨 的公司,欢迎您的来电哦!
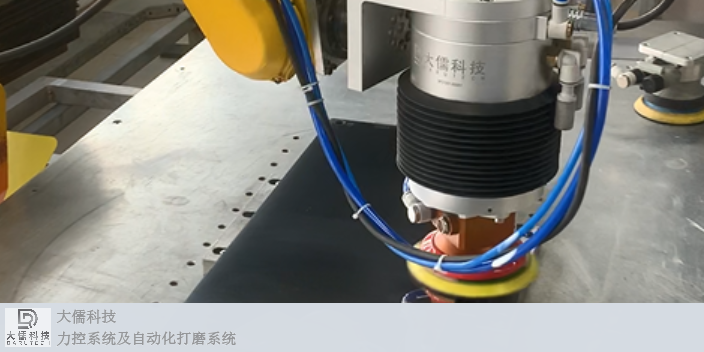
产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控打磨机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控打磨机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控打磨系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。
电气柜是由钢材质加工而成用来保护元器件正常工作的柜子。电气柜制作材料一般分为热轧钢板和冷轧钢板两种。冷轧钢板相对热轧钢板更材质柔软,更适合电气柜的制作。电气柜用途主要用于化工行业,环保行业,电力系统,冶金系统,工业,核电行业,消防安全监控,交通行业等等。在电气柜加工过程中涉及切割、冲孔、抛光和打磨等工艺,传统的抛光方式是操作人员手持抛光机对板材进行抛光,由于人手持抛光机,无法控制一直走直线,导致抛光效果不佳,实用性较低。打磨力控打磨安装在机器人上,柔性打磨可使抛光面均匀平整,提高抛光质量,提高工作效率。打磨力控打磨其安装方式、连接方式或设置方式均很简单,客户的技术人员只需按照其附带的使用说明书进行安装和操作即可快速投入打磨生产。力控打磨 ,就选大儒科技(苏州)有限公司,让您满意,期待您的光临!
随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能柔性打磨力控打磨具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。力控打磨 ,就选大儒科技(苏州)有限公司,欢迎客户来电!北京精密力控打磨哪里买
力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选,有需要可以联系我司哦!北京精密力控打磨哪里买
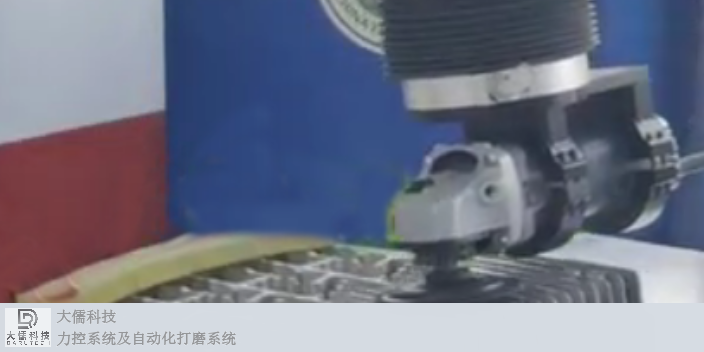
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。北京精密力控打磨哪里买