
金刚石切割片:金刚石切割是一种切割工具,广泛应用于石材,混凝土,预制板,新老马路,陶瓷等硬脆材料的加工,应用于石材,混凝土,预制板等制造工艺烧结金刚石切割片等割片分类连续边缘锯片等。金刚石切割片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前很硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。金刚石切割片制造工艺1、烧结金刚石切割片:分冷压烧结和热压烧结两种,压制烧结而成。2、焊接金刚石切割片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。3、电镀金刚石切割片:是将刀头粉末通过电镀方法附着在基体上。1,切割片厚度:金相切割片比通用湿式砂轮片要薄,例如300mm直径氧化铝通用片厚度是,金相片是,更薄是为了更好的控制切割进刀时切割应力导致的材料组织塑性变形,同时也可以更好的控制切割位置的精度。2,切割片弹性:金相片的弹性优于通用片。 赋耘检测技术(上海)有限公司金相切割片尺寸都有哪些?浙江单晶刚玉金相切割片使用方法
金相切割片
当圆型切割片以砍削方式被用于切割圆棒材时,开始的接触面非常小,但随切割的继续,切割接触面逐渐扩大到很大直径达到,随后切割接触面逐渐减小到直至切割完成。维持恒定的负载,以保持切割片在切割的过程中承受的压力不随切割接触面减小或增加而变化。如果压力不合适,产生的热量可能不易带走,从而导致变形损伤、相改变,也许可能烧伤或熔化。砍削式切割机也许能调整为负载脉冲式加载,切割片切入试样后瞬间停止前进。脉冲式加载会产生震动既能甩脱钝的切割颗粒也能韧磨使其如同新的切割颗粒参与切割。当切割时间和切割片磨损增加时,可能获得一个教好的切割面比较好的切割方式就是通过保持切割片中每个切割颗粒所承受恒定的压力,同时切割接触面尽可能*很小,从而把试样的切割损伤减到比较低。这种方式就叫很小切割接触面切割方法(MACC)。摆动式切割机,如OscilliMet通过垂直摆动切割片到切割区来使切割接触面**小。这种方式的切割与砍削式相比,使用相同直径的切割片,摆动式切的试样更大。 浙江单晶刚玉金相切割片使用方法赋耘检测技术(上海)有限公司金相切割片可以切割什么材料?

砂轮切割片是用于精密切割的厚度薄的可砂轮切割片。我们也提供树脂粉或金属粉黏结的金刚石切割片,可选择的尺寸从直径8英寸(203mm)到12英寸(305mm)。树脂粉黏结的金刚石切割片是非常理想的切割非常硬的烧结碳化物试样的材料。切割片和边缘切割片根据推荐用于切割岩石和岩相试样。以往,多数切割机从设计角度可称为砍削式切割机。一般情况下,切割片被装到一个电机上,操作人员拉动受柄带动切割片下降进入工件中。由于设计,切割片被拉下的运行轨迹是一个弧线。为达到有效切割,工件必须以很小的接触面与切割片接触。对小零件,相对容易。对较大的零件,可能不容易按照比较好方向位置切割。金相切割片有氧化铝切割片,碳化硅切割片,氮化硼切割片,金刚石切割片等。尺寸有金相切割片尺寸外径100mm,125mm,150mm,175mm,200mm,250mm,300mm,350mm,400mm,500mm,4英寸,5英寸,6英寸,7英寸,8英寸,9英寸,10英寸,12英寸,14英寸。高硬克星,低软快刀,超硬克星。
赋耘检测技术和法国贺利氏古莎精密合作推出多款金相制样耗材,金相切割片尤为重要,是制样的第一步,选好切割片制样成功一半。不同材料所选用的切割片都是不一样的,不同硬度相同材料切割片选型也不一样。金相切割片很大切割能力=切割轮半径-切割保护法兰半径,如果需要切割比较硬的材料,为了保护切割片需要更换较大直径的保护法兰,但切割直径就要减少一些。金相切割片的寿命,由于树脂含量高于普通片,所以使用寿命会短,如果不是为了保护电机不过载而爆片,寿命降低的表现主要是切割轮直径的随着使用而变小。切割片额定最大转速:金相切割的转速基本上是从50rpm到4000rpm的自由变动,但是切割片一般都标有额定最高转速,使用前需要确定一下。金相切割片有氧化铝切割片,碳化硅切割片,氮化硼切割片,金刚石切割片等。尺寸有金相切割片尺寸外径100mm,125mm,150mm,175mm,200mm,250mm,300mm,350mm,400mm,500mm,4英寸,5英寸,6英寸,7英寸,8英寸,9英寸,10英寸,12英寸,14英寸。高硬克星,低软快刀,超硬克星。 赋耘检测技术(上海)有限公司OEM金相切割片!
怎样选择合适的金相切割片呢?1、首先是选用的金相切割片是否硬度过高或过低,过高就会出现烧伤金相组织的情况;过低则出现切割效率低,浪费切割片。所以,必须根据试样的硬度参数选择合适的金相切割片,并且正确使用切割冷却液。2、其次是选用金相切割片的原材料。切割金属材料优先氧化铝材料,切割非铁基金属及非金属材料优先碳化硅材料。3、再次是粒度,选用合适的粒度,既有利于锋利切割,又能保证切面平整光滑,为接下来的制备节约时间。金相切割片有氧化铝切割片,碳化硅切割片,氮化硼切割片,金刚石切割片等。尺寸有金相切割片尺寸外径100mm,125mm,150mm,175mm,200mm,250mm,300mm,350mm,400mm,500mm,4英寸,5英寸,6英寸,7英寸,8英寸,9英寸,10英寸,12英寸,14英寸。高硬克星,低软快刀,超硬克星。 赋耘检测技术(上海)有限公司金刚石切割片招代理!浙江单晶刚玉金相切割片使用方法
赋耘检测技术(上海)有限公司金相切割片HRC60左右用什么切割片好!浙江单晶刚玉金相切割片使用方法
为了更好的切割样品,工件必须以很小的接触面与切割片接触,对于比较小的零部件,相对容易切割,而比较大的零部件,可能不容易按照比较好方向位置切割。当圆形的切割片以直切的方式切割圆棒材时,开始的接触面非常小,但随着切割的继续,切割的接触面越来越大,到达圆形样品的直径处,随后切割接触面逐渐减小到直至切割完成,维持恒定的负载,以保持切割片在切割的过程中承受的压力不随切割接触面减小或增加而变化。如果压力不合适,因摩擦产生的热量可能不易带走,从而导致变形损伤,相的改变,也许可能导致烧伤或者熔化。(1)直切式切割:传统形式的切割,切割片接触轨迹的弧度由试样尺寸决定,不适用于比较大的工件和硬度比较大的材料的切割。(2)脉冲式切割:切割片接触轨迹仍由工件的尺寸决定,脉冲式运动负载产生的震动以剥离切割颗粒,切割片通常容易磨损。(3)横向进刀式切割:切割片接触轨迹的弧度能够通过深度增量精确控制,横向必须超出零部件长度以避免切割片接触区的弧度。设备必须每次设定切割参数,切割过程要缓慢进行。(4)轨道式切割:类似于横向增量式切割,但接触轨迹是曲线。操作简单迅速,由于接触区的弧度**小,所以零件尺寸就显得无关紧要。 浙江单晶刚玉金相切割片使用方法

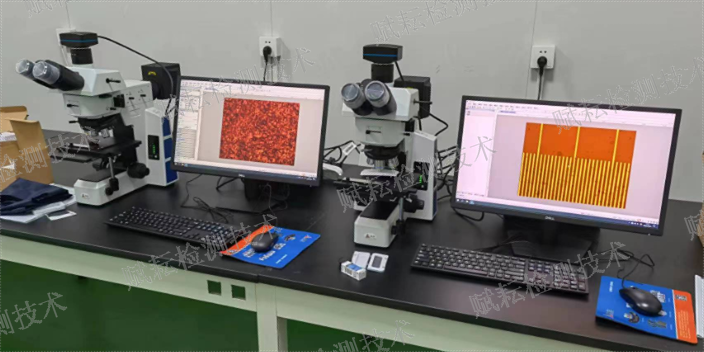
在航空航天领域,陶瓷基复合材料(CMC)的热端部件切割需兼顾效率与结构完整性。某研究机构针对碳化硅纤维增强陶瓷基体材料的切割需求,选用低浓度金刚石树脂基切割片(直径150mm,厚度0.8mm),通过设定转速2000rpm与脉冲式冷却液供给模式,实现0.05mm精度的分层切割。由于陶瓷材料脆性高,切割过程中采用渐进式进刀策略,每转进给量控制在0.01mm,避免冲击载荷导致纤维断裂。切割后的截面经扫描电镜分析显示,纤维与基体界面结合状态完整,未出现分层或微裂纹。该技术使涡轮叶片样件的制备周期缩短至传统线切割工艺的1/3,同时材料利用率提升至95%以上,为评估材料高温抗氧化性能提供了高质量样本。金相...
- 天津金刚石金相切割片 2026-05-05
- 江苏高硬材料金相切割片不烧伤不发黑 2026-05-04
- 河北贺利氏古莎金相切割片不烧伤不发黑 2026-05-03
- 吉林赋耘金相切割片 2026-05-02
- 吉林铜合金金相切割片厂家直销 2026-05-02
- 单晶刚玉金相切割片代理加盟 2026-04-30
- 湖北铝合金金相切割片代理加盟 2026-04-28
- 安徽铜合金金相切割片厂家直销 2026-04-27
- 汽车零部件金相切割片不烧伤不发黑 2026-04-27
- 辽宁金相切割片厂家直销 2026-04-26


- 浙江树脂金相切割片寿命怎么样 2026-03-04
- 天津贺利氏古莎金相切割片OEM加工 2026-01-12
- 江西陶瓷金相切割片寿命怎么样 2026-01-11
- 福建汽车零部件金相切割片 2026-01-11
- 湖北金刚石金相切割片 2026-01-10
- 湖北贺利氏古莎金相切割片寿命怎么样 2026-01-10




- 江西镶嵌树脂经营 05-20
- 江西腐蚀仪批发厂家 05-20
- 江苏硬度计价目表 05-20
- 江苏实用硬度计 05-20
- 福建金相抛光布参考价格 05-20
- 福建一次性硬度计 05-20
- 江苏金相砂纸厂家价格 05-20
- 上海镶嵌树脂批发厂家 05-20
- 浙江常规硬度计 05-19
- 安徽腐蚀仪招商加盟 05-19