Marposs无线手柄利用蓝牙无线技术克服了手动测量仪器中的电缆管理问题。该信号从电子或机械测量仪表头发送到Marposs数据显示和处理单元之一。坚固可靠的I-Wave手柄,即使在**恶劣的环境下,也可用于操作员的手动测量。所有螺纹为M10、M6或M3.5的测头都可以用适配器轻松安装。星形锁系统进一步增加了手柄的多功能性,该系统允许快速更换仪表头,以实现测头互换性。多波手柄采用蓝牙技术,管理用于同时测量多个截面的多传感器电子测头,检查不同高度的孔的直径和其他几何形状(椭圆度、锥度等)。它可以编程使用的传感器数量(**多7个)或设置其他重要参数与特定的软件。一旦定义了配置参数,它们就会通过蓝牙发送到手柄,然后保存在内存中。所有手柄都可以通过蓝牙将测量数据传输到一个Marposs电子设备,如Nemo、Merlin、MerlinPlus、E9066或10米范围内的任何PC。所有软件包可根据所用设备的结构、客户的要求和必要的通信方法进行配置。辽宁加工后测量仪系统
当将机床内部可获取的空间减到**小时,Nanounimar测量头**着微器件磨床上工艺控制应用的理想解决方案。虽然这些测量头的尺寸极为紧凑,但是它们可从重复性、线性度、准确度与热稳定性方面保证出色的测量性能。对于微器件磨床上的工艺控制而言,其中机床的空间非常有限,Nanounimar测量头是理想的解决方案。喷射器、小尺寸、机械工程设计(汽车业与航空航天业)的部件、液压/气动零件、生物医药业的工具等都是可采用Nanounimar测量头测量的零件类型示例。它基于应用规范以及零件类型,可选择具有不同功能(缩回、衰减功能)的一类测量仪器。预行程与测量力是在测量仪器体上可进行直接适当调整的参数。可将测量头连接到所有马波斯电子测量放大器上。中国澳门数控车床测量仪报价Unimar测头体现的是传统加工过程中、加工前与后测量仪器的适用组合,并在配置机器的应用时构成了基本模块。

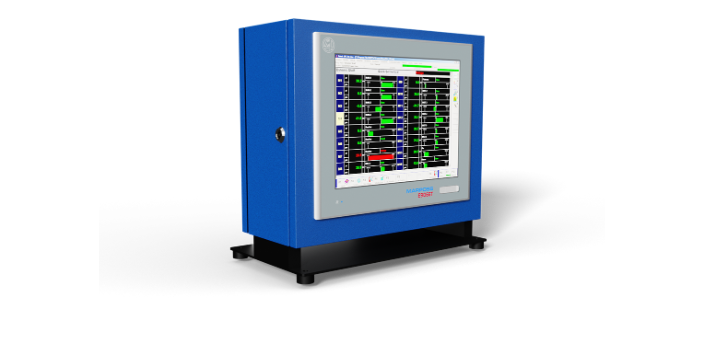
该设备具有良好的用户友好性(新产品信号放大和监控窗口的自动计算),并具有自动计算所有监控限制的导入功能(优化器)。放置在机床或刀具相关位置的传感器(如力、声发射、距离、温度)将过程信息转换为电信号,经过放大和过滤,然后采用适合的监测方法进行评估。Stop&Go图表可以记录多达90天的运行时间、设置、停机时间以及调整后的生产速度,以确定生产力损失的原因。终端掩模用于连接到C-THRU4.0软件,用于机器和生产数据采集。X7是一个高质量的金属成形生产过程监控系统,可用于冷成形、锻造、螺纹轧制和冲压。该系统支持监测各种机器和传感器,并具有不同类型的监测模式。它是模块化的,可以为模拟或二进制传感器配备灵活数量的输入(1-24)。15英寸显示屏提供了一个结构清晰的触摸屏操作用户界面。
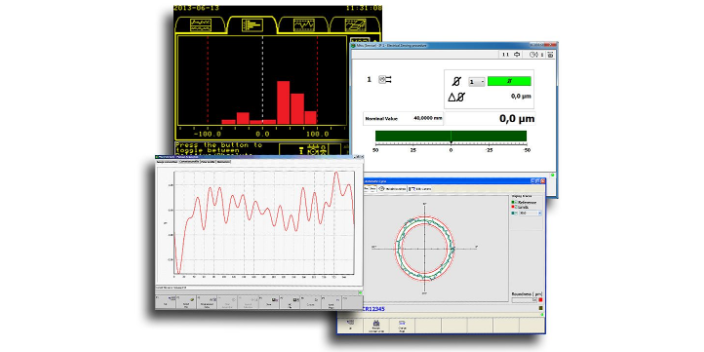
保持砂轮平衡可提高各个零件的表面质量以及延长主轴的使用寿命。P7WB平衡系统可持续不断检查砂轮的状态以及自动补偿周期中的任何失衡。该系统专为单主轴和多主轴磨削应用而设计,可以在一个或两个平面上平衡。P7WB系统的设计旨在检查与平衡砂轮。它连接并管理所有类型的FT与ST平衡头。根据应用以及平衡头的类型,可将P7WB与单主轴和多主轴磨床一起使用,其它具有以下功能:自动平衡一个或两个砂轮(**)平衡两个平面可单独完成或者采用平衡头实现预先平衡光谱分析失衡(FFT)可给P7WB装配声传感器以监控振动。在此情况中,系统将电机平衡以及声传感器生成的数据分析所需的监控与电子控制功能结合起来,以优化磨削与修整阶段。如果连接到声传感器,则P7WB可自动获取声信号,分析并将此信号与程控噪声阈值比较,以改善生产流程。操作员可通过确定噪声阈值而进行碰撞检查(撞碎)和气隙检查(间隙):P7WB系统是由一个标准件卡构成,其将协调并管理声功能卡,并协调机床逻辑与操作员界面(MHIS)之间的通信模式。P7WB的功能特征体现在与机床控制完整集成的现场总线(Profibus与InterbusS)与串行连接。图形选项有各种级别,从简单的状态或数字或条形图到时间图、直方图和图形。

断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。TBD是一个利用激光反射技术的非接触式系统。它由一个发射器构成,将激光光束投射在放置在检查位置中的转动刀具的表面。完整的刀具反射出接收器上的信号,在过滤了冷却液滴造成的任何中断信号之后,通过内部电子单元处理这些信号。另一方面,破损刀具不会将信号反射给TBD,触发了报警信号。激光束指向主轴线,在朝着胶卷盒移动期间确认检查位置,避免更复杂的定位操作引起的更长处理时间。灵活的TBD可用于不同操作模式:最大功率设置使得TBD可以采用标准的断刀检测功能检测到定位越来越远(2米及以下)的刀具。在需要较低的公差时,可采用“低功率”模式,其可创建更小的光束用户可选择信号过滤等级。在刀具检测周期,冷却液滴可中断光束或者仍留在刀具的前列,从而改变接收信号。BLÚ LT单元可以直接承载2个或4个功能节点,能保证测量系统与机器和公司网络之间大程度集成。中国澳门数控车床测量仪报价
曲轴检查领域,马波斯Fenar L系统是测量主轴承轴颈直径与轴承销轴颈直径的理想选择,实现高灵活度与精确度。辽宁加工后测量仪系统
MIDA探针应用的辅助程序,可为每类机床以及带有各种附件的每类客户规范定制马波斯配件系统。正确测量在很大程度上取决于探针接近零件以及精确触及到接触点的能力。马波斯在设计探针方面有着丰富的经验,其旨在为机床研发各种支架、延伸架与触针,以尽可能提供更大的灵活性。支架与延伸架接触式测头的支架与延伸架范围使得能够将测头用于每类机床上以及从机床和零件几何形状方面适应**关键的应用。探针带有红宝石球或钢球的陶瓷或钢制探针系列使得可以为每个测量应用做出比较好配置。可获取各种版本的与碳化钨接触的零件和刀具测量探针,这些探针的针杆由陶瓷或不锈钢制成,通常有M4螺纹,以便能够将触针紧固在测头上。每个探针可确保高精确度和高可靠性,且可请求获取各种定制解决方案。辽宁加工后测量仪系统