在紧固件的质量控制方面,螺栓、销钉和铆钉都可以通过Optoflash实现快速测量。标准的测量选项里包括螺纹测量功能:螺纹大径、螺纹小径、螺纹中径、螺距、啮合角度、螺纹总长度、螺纹起始点角向、螺纹轴线、螺纹同轴度等。基于2D图像采集技术,Optoflash是测量涡轮增压器的完美解决方案比较大的优势在于,Optoflash可通过一张2D图像采集到整个工件轮廓,所以能够用更快的速度测量到整个叶片的轮廓(而不是数个截面),并且更加精确可靠。Optoflash的测量速度是传统线扫描光学系统的两倍。马波斯产品提供电性能测试应用程序,包括手动和自动方案,该方案可以对定子进行的功能和电性能测试。刀具外观检测
马波斯(半)自动测量系统Visiquick
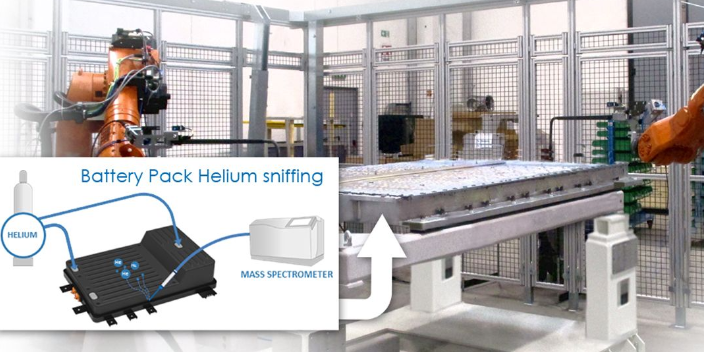
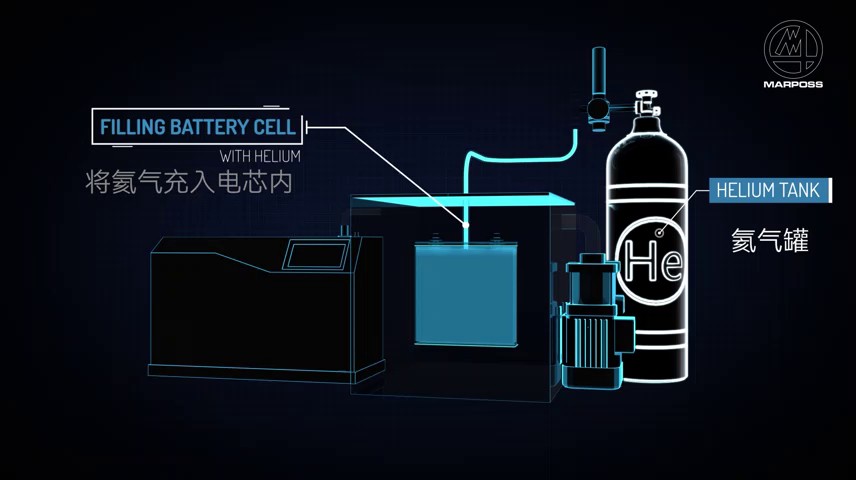
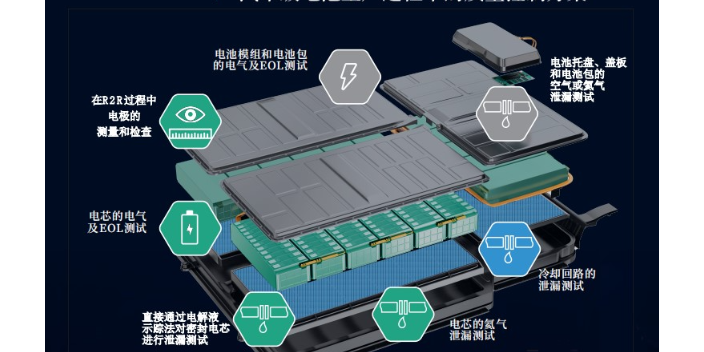
马波斯半自动测量系统基于接触或光学技术。被测容器采用人工装卸,测量周期自动进行。基于光学技术的系统柔性很高,可以测量许多不同的物品,无论其大小、形状和颜色,且无需任何操作调整。2.而在马波斯自动测量系统中,玻璃容器的装卸和测量操作可完全自动进行,无需任何人为干预。它们主要基于非接触式技术,除了外形尺寸外,还可以测量其他特征,如口内径和轮廓、壁厚、重量、瓶底高度、贴标区域轮廓等。与半自动测量系统相比,自动测量系统的优势在于***降低人力成本。使用半自动和自动测量系统执行的测量结果被发送到MES(制造执行软件),并被决策者用于实时微调和监控制造过程。 电芯电性能测试马波斯可保证多种并发测试技术的有效性和可靠性,如无损检测、机器视觉和泄漏检测。
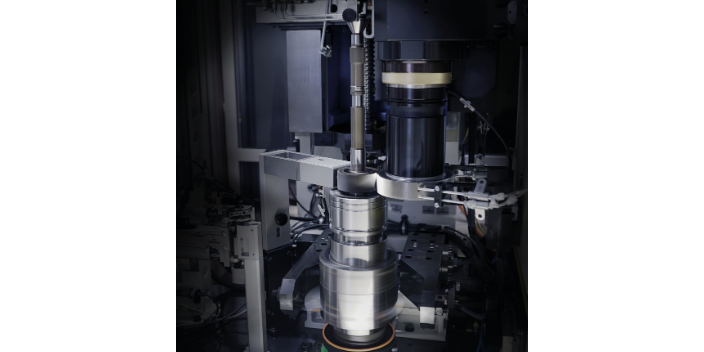
Optoflash具有2D图像相机的结构,为轴类件光学测量行业设定了新的标准,对测量操作来讲是很重要的优势。通孔测量:通孔测量的时间只在毫秒之间,而且结果更加准确。无以伦比的测量速度动的设计。完全的2D,基于不需要光学结构。另外。Optoflsh具有2D图像的连续性,完整的轮廓和工件图像都可以在一张照片中采集,所以可以尽可能大的获取数据,减少机械误差。同时,Optoflsh具有轴向端面跳动,2D图像的算法,使得整个端面的表面都可以在每个旋转角度都被动态扫描出。所以Optoflash测量轴向端面跳动的结果比传统线扫描光学设备的更好。通孔测量的时间只在毫秒之间,而且结果更加准确。
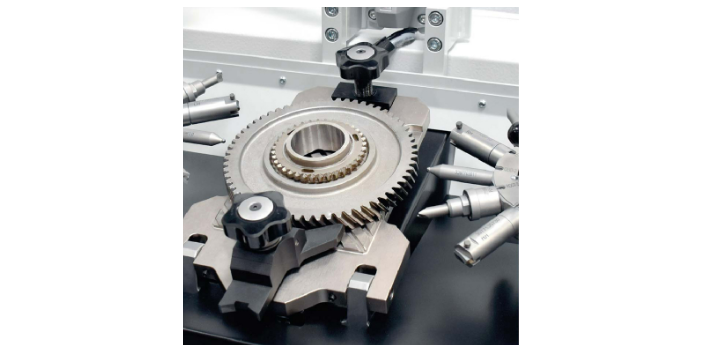
EV(电动汽车)和HEV(混动汽车)的增长趋势则进一步推动了该需求,在这种趋势下,人们希望来自发动机的噪音是间歇性的或不再存在,而传动系统的噪音在车辆总体噪音中将占据主导地位。当前,国际法规和消费者期望的结合推动了人们对降低传动系统组件噪音的需求。电动化的传动系统将要面对一些挑战和要求。由于使用了单速或双速减速器取代了传统的手动或双离合变速箱,EV的齿轮数量明显减少,但相应的,这些齿轮也承载了传统车齿轮所没有达到的扭矩和转速。2020年7月马波斯收购了e.d.c,由此可以提供包括用于生产车间以及实验室环境的电机及其部件检测的解决方案。

在铁芯方面,叠片作为电机的重要部件,影响着电机的电、磁、机械性能。每块叠片的几何形状对铁芯的尺寸都有影响;因此,为确保定子和转子的高质量水平,加工过程监控、测量和检查都是必不可少的。在冲压过程监控方面,铁芯加工过程中产品高质量设备高效率的关键。在硅钢片成型过程的智能监控中,影响硅钢片冲压过程的因素很多,因而对冷压工艺的实时监控至关重要。通过识别零件或刀具变化和潜在风险,以优化工艺,帮助提高零件质量、机器效率并限制计划外成本。Marposs是机床监控的市场,为成型机的实时过程监控提供创新技术。马波斯为电动马达及其组件开发生产的所有阶段的所有电气测试和绝缘问题检测提供定制的在线和离线解决方案。绕组电阻测试仪
20多年的经验和安装的多个系统,使e.d.c.能够100%识别缺陷,甚至是潜在缺陷。刀具外观检测
玻璃容器加工尺寸控制的方法:
加工尺寸控制包括:•总高度•垂直度•嘴平行度
•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)
这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。 刀具外观检测