- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
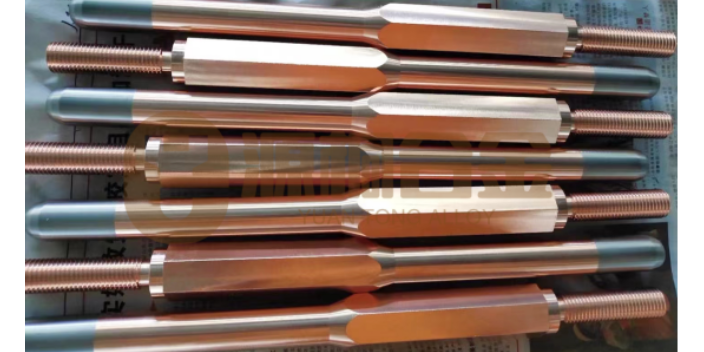
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极头检验方法——05超声波检验:超声波检验能够确定完全未焊透(当零件之间有间隙时)、气孔、缩孔和裂纹。但对“粘着”(未焊透一种)却有困难,这主要因为形成“粘着”的氧化膜厚度较超声波检验仪所能检测的尺寸小得多。06涡流检验:涡流检验可以检验熔核尺寸及未焊透缺陷,其原理是利用熔核直径的大小与焊接区导电性之间已确定的关系来进行比较。例如,铝合金点焊熔核为正常尺寸时,焊接区的导电性比母材金属降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放在焊点表面上,产生的交变磁场在零件中感应出涡流,涡流的大小取决于熔核尺寸。如果熔核减小,金属导电性便提高,也就引起探头一零件系统的电参数变化,造成输出电压相位的改变,因而使测量仪表指针作相应偏摆。作为电阻焊重要组成部分之一,电极也有着许多样式。广州耐磨的电阻焊电极形状

电阻电焊极-电极的类型介绍:四、金属-氧化物_离子电极 在银丝的表面涂一层Ag2O,将其插入NaOH溶液中,构成电极 电极反应式:Ag2O (s) + H2O + 2e- === 2Ag (s) + 2OH- (c)该电极作为负极时的电极符号:Ag (s) | Ag2O (s) | OH- (c)标准态:c(OH- ) =1 mol • dm-3 在经典的铜锌原电池中,正负极反应中均有金属单质参与反应,因此在半电池的极板就直接由该金属固体充当。但是如果没有可导电的金属单质参与的电极反应,例如一些我们很常见的气体、离子反应,这些反应在组成原电池的时候,电极导体怎么处理呢?河北电阻焊电极钨铜电阻焊电极的保养方式。

电阻焊电极之氧化铝铜电极氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比,强度更高(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85IACS%),具有出色的耐磨性,寿命长。氧化铝铜(CuAl2O3)是一种优异的强度高度、高导材料。由于纳米级Al2O3对基体铜的弥散强化作用,该合金具有强度高、硬度高、高导电率及高软化温度等特性。氧化铝铜的性能来源于加入的氧化铝。氧化铝颗粒的尺寸为3~12纳米,颗粒间距约为50~100纳米,其热稳定性极好,甚至在接近铜熔点的温度下仍然能保持去原来的粒度和颗粒间距;弥散相的加入量只占基体极小的体积分数,几乎不影响基体金属固有的物理化学性质;因此,其软化温度高达930℃,同时导电和导热以及硬度和强度都能保持得很好。尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。
电阻焊电极三要素:(一)、焊接电流 焊接电流在阻焊过程中是个必须严格控制的参数它直接影响到熔核尺寸和接头的抗剪强度,因此电流的稳定是保证焊接质量的重要因素。过小,焊接区热量不够严重影响焊点强度。过大,焊接区易变形,表面变黑易有喷溅,产生气泡。电阻焊机可采用恒流和恒压两种电流精度补偿方式,以有效地克服网压波动和次级回路阻抗变化对电流的影响。(二)、加压力 加压力有两作用,一为夹紧定位功能,让工件稳固不晃动以便精确定位焊接,二让电流均匀从电极传导工件。对焊机中还有一种为顶锻压力即锻压力,使原子间结合,对接牢固。电阻焊电极设备使用注意点。

电极反应式:Hg2Cl2(s) + 2e- == 2Hg (s) + 2Cl- (c)该电极作为负极时的电极符号:Pt | Hg (s) | Hg2Cl2(s) | KCl (饱和)KCl溶液与晶体共存,处于饱和状态。 只要温度一定,KCl饱和溶液的浓度就一定。饱和甘汞电极是非常重要的一种参比电极,原因:KCl的浓度易于控制,因此它的电极电势易于控制。实际测量中,饱和甘汞电极比标准氢电极更常用做参比电极,因为氢气不易纯化,通入气体的压力也不好控制,铂黑更容易中毒失效;而饱和 KCl 溶液的浓度比较容易控制,因此饱和甘汞电极的电极电势比标准氢电极的电极电势更加稳定、更加容易控制。与金属-难溶盐-离子电极类似的还有一种金属-氧化物-离子电极。电阻焊电极的规模有哪些?制造电阻焊电极推荐
电阻焊电极技术操作简单 、可机械化程度高, 在未来的应用里仍会占有重要地位。广州耐磨的电阻焊电极形状
电阻焊电极原理与应用 焊接厚0.1mm~9mm 电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合,获得期望的焊接效果。 = I2*R*T*C公式,H = 总热量I = 电流R = 电阻T = 时间C = 损失。电阻焊接的应用:电阻点焊焊接厚度限制在0.1mm~9mm之间,有色金属可以采用电阻焊来完成两个工件的熔合工艺,可应用在芯片或汽车焊接。产品,铜(铜线、铜片)(铝片、铝管)铁(铁片、铁皮)不锈钢(不锈钢片、不锈钢网、不锈钢管)广州耐磨的电阻焊电极形状
源桐合金制品(深圳)有限公司成立于2006-05-25年,在此之前我们已在电阻焊电极,镶嵌电极,镶钨电极,钨铜触头行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司主要经营电阻焊电极,镶嵌电极,镶钨电极,钨铜触头,公司与电阻焊电极,镶嵌电极,镶钨电极,钨铜触头行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。源桐合金电极严格按照行业标准进行生产研发,产品在按照行业标准测试完成后,通过质检部门检测后推出。我们通过全新的管理模式和周到的服务,用心服务于客户。源桐合金电极秉承着诚信服务、产品求新的经营原则,对于员工素质有严格的把控和要求,为电阻焊电极,镶嵌电极,镶钨电极,钨铜触头行业用户提供完善的售前和售后服务。

随着新能源汽车、智能制造等新兴产业的快速发展,对焊接质量和电极耐用性的要求将进一步提高。为了满足这些需求,制造商们将不断探索新的材料、工艺和技术,以提升电极的性能和寿命。例如,通过开发新型复合材料、优化电极结构和表面处理技术、引入智能化焊接控制系统等方式,可以进一步提高电极的耐用性和焊接效率。同时,随着环保法规的日益严格和能源成本的上升,节能降耗也将成为耐用电阻焊电极发展的重要方向。通过研发低能耗、高效率的焊接设备和电极材料,以及优化焊接工艺参数和过程控制,可以明显降低焊接过程中的能耗和排放,实现绿色可持续发展。此外,随着数字化、网络化、智能化技术的不断发展,耐用电阻焊电极的生产和应用也将逐步...
- 广东合金电阻焊电极焊接 2024-12-25
- 广东制造电阻焊电极哪里有卖的 2024-12-25
- 广东优势电阻焊电极冲压 2024-12-25
- 广东好的电阻焊电极批发价 2024-12-25
- 广东优势电阻焊电极包含哪些 2024-12-24
- 优势电阻焊电极结构 2024-12-24
- 广东常见电阻焊电极厂家现货 2024-12-24
- 广东进口电阻焊电极使用方法 2024-12-24
- 广东质量电阻焊电极工厂直销 2024-12-24
- 广东标准电阻焊电极大概费用 2024-12-24

- 广东发展电阻焊电极交易价格 2024-12-22
- 广东比较好的电阻焊电极厂家现货 2024-12-22
- 广东辅助电阻焊电极焊接 2024-12-21
- 广东特色电阻焊电极厂家 2024-12-21
- 广东发展电阻焊电极用途 2024-12-20
- 实用电阻焊电极缺点 2024-12-20




- 广东制造电阻焊电极哪里有卖的 12-25
- 广东优势电阻焊电极冲压 12-25
- 湖北加工镶钨电极设计 12-25
- 广东好的电阻焊电极批发价 12-25
- 广东优势电阻焊电极包含哪些 12-24
- 天津镶钨电极工艺 12-24
- 优势电阻焊电极结构 12-24
- 广东常见电阻焊电极厂家现货 12-24
- 深圳定做镶钨电极烧结 12-24
- 广东常见钨铜触头冲压 12-24