- 品牌
- 源桐合金电极
- 型号
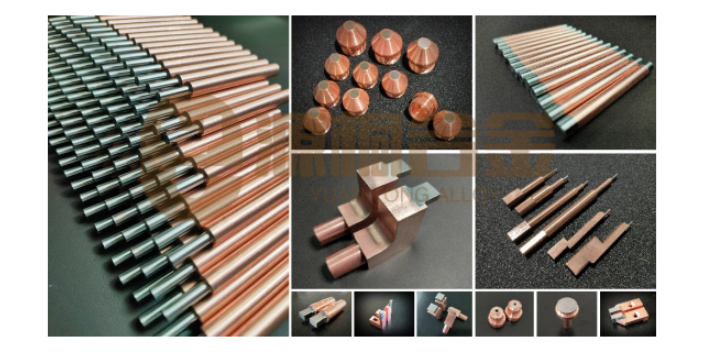
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
什么叫电阻焊设备?由电源、电极、机身和控制装置等组成、能完成电阻焊接过程或类似工艺过程的设备。可以是单独的设备,也可以是综合机械设备的一部分。电阻焊设备的组成二、电阻焊设备的组成一般电阻焊设备由三个主要部分组成。1、机械装置:由机架、加压机构、传动机构、夹紧和送进机构等组成。性能要求:机身:足够的刚性、稳定并能够满足安装要求,目前多采用钢板或钢管的焊接结构。加压机构:良好的随动性,可提供不变或可变的压力曲线;有杠杆传动、电动凸轮传动、气压传动、气-液压传动等多种形式。可以使电极做直线或弧线运动,但以直线运动比较好。焊前应能调节压力和施焊位置,加压要快速,摩擦力小,当焊件厚度变化时,压力应无明显变化。电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合。深圳导电的电阻焊电极设计

电阻焊电极用铜合金的发展 铜的电导率在金属中只次于银 ,价格远远低于银 。在铜中添加少量合金元素可以明显改善铜的物理-力学性能 , 尤其是硬度和软化温度有较大提高, 因此 ,在电阻焊中广泛应用的是铜合金 。电极用铜合金中常用的合金元素有镉、银 、铬 、锆 、镍、硅、铍、钴 、铝等 。它们与铜组成的二元合金 、三元合金或多元合金 ,具有不同的性能,能适应各种金属材料焊接的不同需要 。电阻焊电极用铜合金材料的发展历史分3 个阶段。第 1 阶段 , 20 世纪 70 年代末之前是高导电 、中等硬度的非热处理硬化合金 。这类材料只能通过冷作硬化提高硬度, 且再结晶温度低 ,适用于焊接要求不高的地方 。常用的电极材料有紫铜 、镉铜 、银铜 。河南合金电阻焊电极批发价电阻焊电极 点焊工艺是一种比较传统的电阻焊形式之一,焊点也称为焊核。

电阻焊电极头检验方法——05超声波检验:超声波检验能够确定完全未焊透(当零件之间有间隙时)、气孔、缩孔和裂纹。但对“粘着”(未焊透一种)却有困难,这主要因为形成“粘着”的氧化膜厚度较超声波检验仪所能检测的尺寸小得多。06涡流检验:涡流检验可以检验熔核尺寸及未焊透缺陷,其原理是利用熔核直径的大小与焊接区导电性之间已确定的关系来进行比较。例如,铝合金点焊熔核为正常尺寸时,焊接区的导电性比母材金属降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放在焊点表面上,产生的交变磁场在零件中感应出涡流,涡流的大小取决于熔核尺寸。如果熔核减小,金属导电性便提高,也就引起探头一零件系统的电参数变化,造成输出电压相位的改变,因而使测量仪表指针作相应偏摆。
电阻焊电极之氧化铝铜电极氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比,强度更高(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85IACS%),具有出色的耐磨性,寿命长。氧化铝铜(CuAl2O3)是一种优异的强度高度、高导材料。由于纳米级Al2O3对基体铜的弥散强化作用,该合金具有强度高、硬度高、高导电率及高软化温度等特性。氧化铝铜的性能来源于加入的氧化铝。氧化铝颗粒的尺寸为3~12纳米,颗粒间距约为50~100纳米,其热稳定性极好,甚至在接近铜熔点的温度下仍然能保持去原来的粒度和颗粒间距;弥散相的加入量只占基体极小的体积分数,几乎不影响基体金属固有的物理化学性质;因此,其软化温度高达930℃,同时导电和导热以及硬度和强度都能保持得很好。尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。电阻焊电极的原理:电阻焊是以电阻热为能源的一类焊接方法。

各种电极用铜合金特点目前常用的电极用铜合金主要有镉铜 、铬铜 、锆铜 、铬锆铜、铬铝镁铜、镍硅铜 、铍钴铜 、铍铜 。有关电阻焊的电极材料的国内外标准较多 , 如 JB 4281 -1986 , HB/ T 5420 -1989 和 JB/ T 7598 -1994 等,标准中对材料进行了分类 , 规定了化学成分 、物理和力学性能要求。但是 ,电极材料的选用需要兼顾它的多方面性能 ,即要根据被焊材料、结构及电阻焊方法综合考虑。例如 :在焊接不锈钢或其他高温合金时 ,由于需要施加较大的焊接力 ,所以在选择电极材料时应重点考虑它的高温强度和硬度及耐磨性,适当降低对电导率和热导率的要求 ;而在点焊铝合金类高电导率和热导率材料时, 选用电极材料就应重点考虑它的电导率和热导率, 适当降低对材料高温强度和硬度的要求 ,并减少电极与焊件的粘连等。生产电阻焊电极时,需要注意哪些方面?耐磨的电阻焊电极生产
电阻焊电极的实际应用有哪些?深圳导电的电阻焊电极设计
电阻焊电极原理与应用 焊接厚0.1mm~9mm 电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合,获得期望的焊接效果。 = I2*R*T*C公式,H = 总热量I = 电流R = 电阻T = 时间C = 损失。电阻焊接的应用:电阻点焊焊接厚度限制在0.1mm~9mm之间,有色金属可以采用电阻焊来完成两个工件的熔合工艺,可应用在芯片或汽车焊接。产品,铜(铜线、铜片)(铝片、铝管)铁(铁片、铁皮)不锈钢(不锈钢片、不锈钢网、不锈钢管)深圳导电的电阻焊电极设计
源桐合金制品(深圳)有限公司致力于五金、工具,以科技创新实现高质量管理的追求。源桐合金拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供电阻焊电极,镶嵌电极,镶钨电极,钨铜触头。源桐合金不断开拓创新,追求出色,以技术为先导,以产品为平台,以应用为重点,以服务为保证,不断为客户创造更高价值,提供更优服务。源桐合金始终关注五金、工具市场,以敏锐的市场洞察力,实现与客户的成长共赢。
电阻焊是一种利用电流通过接触面产生的电阻热来熔化并连接金属工件的焊接方法。电极作为电阻焊的重要部件,其材料选择对于焊接质量和效率具有重要影响。本文将详细介绍电阻焊电极材料的种类、特点、性能参数以及应用领域,旨在帮助读者更好地了解和选用合适的电极材料。二、材料种类与特点铍镍铜电极铍镍铜电极具有较高的电导率和热导率,良好的耐磨性和抗变形能力。它适用于高功率、高效率的电阻焊工艺。铍钴铜电极铍钴铜电极具有优良的耐高温性能和较高的硬度,适用于高温、高负荷条件下的电阻焊。高钨铜电极高钨铜电极具有较高的熔点、热稳定性和耐腐蚀性,适用于高温、高腐蚀环境下的电阻焊。电阻焊电极的设计应具备良好的适应性,以应对不同...
- 优势电阻焊电极结构 2024-12-24
- 广东常见电阻焊电极厂家现货 2024-12-24
- 广东进口电阻焊电极使用方法 2024-12-24
- 广东质量电阻焊电极工厂直销 2024-12-24
- 广东标准电阻焊电极大概费用 2024-12-24
- 特色电阻焊电极销售价格 2024-12-23
- 广东现代电阻焊电极大概费用 2024-12-23
- 广东电阻焊电极标准 2024-12-23
- 广东现代电阻焊电极哪里有卖的 2024-12-22
- 广东发展电阻焊电极交易价格 2024-12-22



- 实用电阻焊电极缺点 2024-12-20
- 本地附近电阻焊电极压力 2024-12-20
- 广东耐用电阻焊电极工厂直销 2024-12-20
- 常见电阻焊电极价格 2024-12-20
- 怎样电阻焊电极用途 2024-12-20
- 广东国内电阻焊电极标准 2024-12-19




- 广东常见钨铜触头冲压 12-24
- 广东进口电阻焊电极使用方法 12-24
- 广东质量电阻焊电极工厂直销 12-24
- 广东标准电阻焊电极大概费用 12-24
- 特色电阻焊电极销售价格 12-23
- 天津镶钨电极厂家 12-23
- 天津全自动镶钨电极 12-23
- 天津实用镶钨电极 12-23
- 天津镶钨电极出厂价格 12-23
- 广东现代电阻焊电极大概费用 12-23