- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极三要素:(三)、焊接时间 焊接时间太长,热量损失大,材质变焦。焊接时间过短,焊接不充分,焊点强度差。焊时为了保证熔核尺寸和焊点强度,根据热量公式Q=I2Rt,焊接时间与焊接电流在一定范围内可以互为补充,为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称强规范)也可以采用小电流和长时间(弱条件,又称弱规范)。选用强条件还是弱条件则取决于金属的性能、厚度和所用焊机的功率,但对于不同性能和厚度的金属所需的电流和时间,都仍有一个上、下限,超过此限,将无法形成合格的熔核。电阻焊电极的研发厂商有哪些?无锡进口电阻焊电极钨铜

在焊接窗口测试及焊接工艺开发过程中,要频繁的进行焊接方案的修改及验证,涉及超高强钢或者镀锌产品的焊接时,电极头实际的磨损状态也不一致,为满足焊接质量要求,降低电极头的消耗以降低成本,不建议采用新电极头进行窗口测试及工艺开发。目前主要应用的中频直流电焊机,均配置有自动修磨程序,修磨压力及修磨时间均不可能人为控制,无法依据电极头实际磨损情况进行有针对性的修磨,固有参数的极头修磨程序通常默认为电极头端面磨损较严重无法满足焊接工艺要求的条件下进行修磨,修磨过程中切削量很大,势必会造成电极头使用寿命的明显降低,因此结合焊接材料及工艺不同,针对实际电极头磨损状态的修磨问题就变得尤为凸出。无锡进口电阻焊电极钨铜电阻焊电极主要用的材质是哪种?

电阻电焊极-常用的电极材质:铬锆铜(CuCrZr)是常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量 .说明: 1) 合金的化学成份分析按H62-003.1-H62003.8的规定;2) 合金的硬度测量按GB230的测定,每件试样测量三点取其平均值;3) 导电率测量用涡流导电仪(涡流比较法)。每件试样测三点,取其平均值,直径小于15mm的试样,可按GB3048.2的规定测量;4) 软化温度的试验,将试样放于升温到550℃炉中其硬度与原始硬度值相比,不得降低15%以上。2) 电极是一种工业生产的消耗品,用量比较大,因而其价格成本也是一个考虑的重要因素,铬锆铜电极相对其优良的性能来说,价格比较便宜,能满足生产的需要。3) 铬锆铜电极适用于碳钢板、不锈钢板、镀层板等零件的点焊与凸焊,铬锆铜材料适合于制造电极帽、电极连杆、电极头、电极握杆、凸焊特殊电极、滚焊轮、导电嘴等电极零件。铍铜(BeCu)
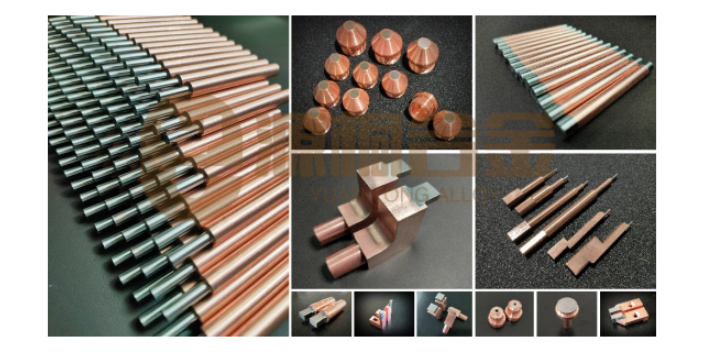
电阻焊电极技术操作简单 、可机械化程度高, 在未来的应用里仍会占有重要地位。作为电阻焊技术关键部件的电极用铜合金不可替代 。人们对析出强化强度高 、高导电铜合金电极材料的研究已开展了几十年,也研制出了许多具有优异性能的合金系列 。今后的研究重点是 :对现有合金系的强化机理进一步研究以提高其使用性能;继续研究开发具有自主知识产权的新型电阻焊电极用铜合金 ;合金元素多元化以及工艺的优化。强度高、高导电铜基复合材料具有比铜合金更为优越的性能 , 是今后发展的方向。标准电阻焊电极的头部样式有:尖头、圆锥﹑球面、弧面、平面、和偏心。

电阻电焊极-电极的类型介绍:在经典的铜锌原电池中,正负极反应中均有金属单质参与反应,因此在半电池的极板就直接由该金属固体充当。但是如果没有可导电的金属单质参与的电极反应,例如一些我们很常见的气体、离子反应,这些反应在组成原电池的时候,电极导体怎么处理呢?一般来说,常见的电极有以下几种:一、金属-金属离子电极 金属自身做极板,浸在含有该金属离子的溶液中,即构成电极,如铜电极: 电极反应式:Cu2+(aq) + 2e-== Cu (s) 该电极作为负极时的电极符号:Cu (s) | Cu2+(c),标准态:c (Cu2+) = 1 mol • dm-3电阻焊电极对于生产有什么好处?河南辅助电阻焊电极有哪些
电阻焊电极 点焊工艺是一种比较传统的电阻焊形式之一,焊点也称为焊核。无锡进口电阻焊电极钨铜
电阻焊电极用铜合金的发展 铜的电导率在金属中只次于银 ,价格远远低于银 。在铜中添加少量合金元素可以明显改善铜的物理-力学性能 , 尤其是硬度和软化温度有较大提高, 因此 ,在电阻焊中广泛应用的是铜合金 。电极用铜合金中常用的合金元素有镉、银 、铬 、锆 、镍、硅、铍、钴 、铝等 。它们与铜组成的二元合金 、三元合金或多元合金 ,具有不同的性能,能适应各种金属材料焊接的不同需要 。电阻焊电极用铜合金材料的发展历史分3 个阶段。第 1 阶段 , 20 世纪 70 年代末之前是高导电 、中等硬度的非热处理硬化合金 。这类材料只能通过冷作硬化提高硬度, 且再结晶温度低 ,适用于焊接要求不高的地方 。常用的电极材料有紫铜 、镉铜 、银铜 。无锡进口电阻焊电极钨铜
源桐合金制品(深圳)有限公司总部位于航城街道九围社区九围第三工业区5号A1栋厂房3层,是一家钨、钼等难熔金属制品,铍钴铜、氧化铝铜、钨铜等合金电极的研发生产;电阻焊电极(碰焊电极、点焊电极、滚焊电极)、钨铜触头、钨电极、钼电极、镶嵌电极、镶钨电极、镶钼电极、镶钨铜电极加工制造;自动化生产设备、生产流水线工程解决方案设计与制造。的公司。源桐合金深耕行业多年,始终以客户的需求为向导,为客户提供高质量的电阻焊电极,镶嵌电极,镶钨电极,钨铜触头。源桐合金继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。源桐合金创始人茅程,始终关注客户,创新科技,竭诚为客户提供良好的服务。
电阻焊是一种利用电流通过接触面产生的电阻热来熔化并连接金属工件的焊接方法。电极作为电阻焊的重要部件,其材料选择对于焊接质量和效率具有重要影响。本文将详细介绍电阻焊电极材料的种类、特点、性能参数以及应用领域,旨在帮助读者更好地了解和选用合适的电极材料。二、材料种类与特点铍镍铜电极铍镍铜电极具有较高的电导率和热导率,良好的耐磨性和抗变形能力。它适用于高功率、高效率的电阻焊工艺。铍钴铜电极铍钴铜电极具有优良的耐高温性能和较高的硬度,适用于高温、高负荷条件下的电阻焊。高钨铜电极高钨铜电极具有较高的熔点、热稳定性和耐腐蚀性,适用于高温、高腐蚀环境下的电阻焊。电阻焊电极的设计应具备良好的适应性,以应对不同...
- 优势电阻焊电极结构 2024-12-24
- 广东常见电阻焊电极厂家现货 2024-12-24
- 广东进口电阻焊电极使用方法 2024-12-24
- 广东质量电阻焊电极工厂直销 2024-12-24
- 广东标准电阻焊电极大概费用 2024-12-24
- 特色电阻焊电极销售价格 2024-12-23
- 广东现代电阻焊电极大概费用 2024-12-23
- 广东电阻焊电极标准 2024-12-23
- 广东现代电阻焊电极哪里有卖的 2024-12-22
- 广东发展电阻焊电极交易价格 2024-12-22


- 实用电阻焊电极缺点 2024-12-20
- 本地附近电阻焊电极压力 2024-12-20
- 广东耐用电阻焊电极工厂直销 2024-12-20
- 常见电阻焊电极价格 2024-12-20
- 怎样电阻焊电极用途 2024-12-20
- 广东国内电阻焊电极标准 2024-12-19




- 广东常见钨铜触头冲压 12-24
- 广东进口电阻焊电极使用方法 12-24
- 广东质量电阻焊电极工厂直销 12-24
- 广东标准电阻焊电极大概费用 12-24
- 特色电阻焊电极销售价格 12-23
- 天津镶钨电极厂家 12-23
- 天津全自动镶钨电极 12-23
- 天津实用镶钨电极 12-23
- 天津镶钨电极出厂价格 12-23
- 广东现代电阻焊电极大概费用 12-23