- 品牌
- 无锡欧驰
- 型号
- HSC-2000
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
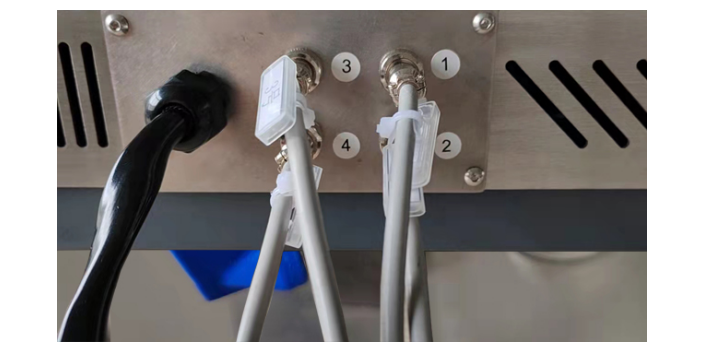
晶间腐蚀操作主意事项,管道:进出水管一定要连接好,如果使用冷水机根据水管上的标识来连接,冷水机端锁紧好喉箍,如果连接反了会出现故障或容易让冷凝器上的水管脱落。乳胶管连接,乳胶管是连接与冷凝器的进水和出水端,下端为进水上端为排水,这样冷凝效果比较好。初次连接的时候可以将管的端部沾一点水,这样容易连接到宝塔接头上,一定要连接到宝塔接头底部这样在使用过程中不容易脱落(因为接头的外径大于管的内径如果没有沾水很难套上)。乳胶管应留长一些,一是方便上下移动冷凝管,短了不方便操作烧瓶的安装与拆卸,二是乳胶管在使用的时候头部容易老化,所以在使用的时候一定要注意,发现有问题可以剪掉老化的部分(特别是使用冷水机,冷水机温度不能设置得太低,后面会说明),乳胶管应避免搭在加热器上方,这样同样会加快乳胶管老化,多于的可以搭在十字夹或者冷凝管夹上往后。电解抛光腐蚀,利用电化学原理进行金相样品的制备。苏州低倍组织热酸蚀腐蚀生产厂家

晶间腐蚀操作主意事项,冷水机安装与使用安装:将冷水机安装在通风平稳的地方,注意散热和进风口不要靠墙。连接进水管与回水管(根据管子上的标识),用喉箍拧紧,避免时间长了脱落。往水箱里面加水,水一定要干净,不然容易堵塞或者冷水机故障,加水的时候注意观察液位标识,冷水机水箱大约9L,只要在工作状态(保证回路正常)的时候保证在绿色液位段就好。运行温度:在使用过程中,只要确保冷凝管不结露和冷水机温度不会高于设定的太多就没有问题(高低±2度),一定不能结露,结露时会有水滴流向加热器,设置温度太低时溶液很难沸腾上海低倍组织热酸蚀腐蚀厂家低倍组织热酸蚀腐蚀,有排液阀门,方便排放腐蚀废液。
电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
|
铬酸水溶液: 三氧化铬10克 水100亳升 |
电解浸蚀,以试样为正极,不锈钢为负极,相距18~25亳米,电压6伏,浸蚀30~90秒 |
添铁素体晶界外,一切组织均能显示,渗碳体易浸蚀,奥氏体次之 |
|
|
10%草酸电解液: 草酸 10克水 100亳升 |
电解时间0.7~1分钟 电流密度20~30安/厘米2 电解时间20~40秒 电流密度10~20安/厘米2 电解时间1.6~1.8分钟 电流密度10~20安/厘米2 |
显示奥氏体不锈钢晶和碳化物。 显示4Cr14Ni14W4Mo钢退火材的奥氏体和碳化物 显示提造钢退火或猝火组织,GCr15的碳化物。 |
|
晶间腐蚀涌入,主要由于晶粒表面和内部间化学成分的差异以及晶界杂质或内应力的存在。晶间腐蚀破坏晶粒间的结合,降低金属的机械强度。而且腐蚀发生后金属和合金的表面仍保持一定的金属光泽,看不出被破坏的迹象,但晶粒间结合力明显减弱,力学性能恶化, 不能经受敲击,所以是一种很危险的腐蚀。通常出现于黄铜、硬铝合金和一些不锈钢、镍基合金中。不锈钢焊缝的晶间腐蚀是化学工业的一个重大问题。不锈钢在腐蚀介质作用下,在晶粒之间产生的一种腐蚀现象称为晶间腐蚀。电解抛光腐蚀,可控制样品的抛光/腐蚀面积(样品罩开孔直径15mm,20mm,30mm)。

电解抛光腐蚀,电解浸蚀参考资料
|
试验材料 |
浸蚀液配比 |
电解参数 |
时间 |
阴极材料 |
备注 |
|
铝和铝合金 |
蒸馏水 90ml磷酸(1.71) 10ml |
1~8V |
5~10秒 |
不锈钢 |
纯铝,铝一铜,铝一?铝一?硅合金 |
|
铜 |
正磷酸/蒸馏水=2:1 |
0.8V 24。C |
30秒 |
铜 |
除锡青铜外的合金 |
|
黄铜 |
正磷酸/水=3:5 |
0.01A/cm2 16~27。C |
几秒 |
铜 |
α黄铜,β黄铜 |
|
黄铜 |
正磷酸/水=4:6 |
0.08~0.012A/cm2 24。C |
几秒 |
铜 |
α黄铜 |
|
黄铜 |
正磷酸/硫酸(浓)/蒸馏水=67:10:23 |
0.8V 24。C |
30秒 |
铜 |
含Sn≤6%的青铜 |
|
青铜 |
正磷酸/硫酸(浓)/蒸馏水=47:20:33 |
0.8V 24。C |
30秒 |
铜 |
含Sn≤6%的青铜 |
低倍加热腐蚀紧凑的酸蚀槽,完全可与抽风柜配合使用,增加工作环境的舒适性。四川试验设备腐蚀制样设备厂家
低倍组织热酸蚀腐蚀消 除了低倍组织制样过程的不确定性,提高低倍组织制样的重复性。苏州低倍组织热酸蚀腐蚀生产厂家
电解抛光腐蚀电解浸蚀参考资料
|
试验材料 |
浸蚀液配比 |
电解参数 |
时间 |
阴极材料 |
备注 |
|
钢 |
苦味酸2g 蒸馏水100ml 氢氧化钠25g |
6V 24。C |
30秒 |
不锈钢 |
低合金钢 染色碳化物 |
|
钢 |
铬酸(10%) |
3V 24。C |
可变 |
不锈钢 |
奥氏体或铁素体不锈钢,浸蚀碳化物和υ相 |
|
钢 |
草酸(10%) |
3V 24。C |
可变 |
不锈钢 |
|
|
钢 |
硝酸/甘油/盐酸 =1:1:8 |
3~6V 24。C |
10秒 |
不锈钢 |
不锈钢,浸蚀奥氏体。 |
|
钢 |
水/硝酸(1.4)=1:1 |
1.5V 24。C |
≤2分 |
不锈钢 |
奥氏体、铁素体不锈钢浸蚀晶界 |
|
钢 |
硫酸(1.84)/水=1:19 |
6V 0.1~0.5A 24。C |
5~15秒 |
不锈钢 |
铁—铬—镍合金 |
|
钢 |
过硫酸铵10~100g/1升水 |
1.5~2V 24。C |
|
不锈钢 |
υ相和碳化物相染色 |
|
铝 |
正磷酸 210份 蒸馏水 65份烷基乙醇 45份 |
0.75~1.2A/cm2 24。C |
1.5~2.5分 |
不锈钢 |
|
苏州低倍组织热酸蚀腐蚀生产厂家
无锡欧驰检测技术有限公司是以切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统研发、生产、销售、服务为一体的检测仪器及辅助产品、仪表设备、计算机软件的开发、生产及销售;技术研发、技术服务、技术咨询、技术转让。(依法须经批准的项目,经相关部门批准后方可开展经营活动) 无锡欧驰检测技术有限公司专业从事材料分析测试仪器与耗材的研发、设计、生产、销售和系统集成、技术支持、服务于一体的企业。企业,公司成立于2019-04-12,地址在长江路16号软件园B栋8607-1室。至创始至今,公司已经颇有规模。公司具有切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统等多种产品,根据客户不同的需求,提供不同类型的产品。公司拥有一批热情敬业、经验丰富的服务团队,为客户提供服务。无锡欧驰以符合行业标准的产品质量为目标,并始终如一地坚守这一原则,正是这种高标准的自我要求,产品获得市场及消费者的高度认可。无锡欧驰检测技术有限公司以先进工艺为基础、以产品质量为根本、以技术创新为动力,开发并推出多项具有竞争力的切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统产品,确保了在切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统市场的优势。

电解腐蚀仪,主要用途:金属表面处理电解抛光:通过电解作用去除金属表面的微小毛刺、氧化层或粗糙颗粒,使表面达到镜面效果,常用于精密零件(如医疗器械、航空航天部件)、装饰性金属(如首饰、卫浴配件)的表面美化。去毛刺与倒角:对复杂形状的金属工件(如齿轮、模具)进行无机械应力的电解去毛刺,避免传统机械方法导致的边缘变形或损伤,提升工件精度。退镀处理:可去除金属表面的旧镀层(如电镀层、化学镀层),用于废旧金属回收或工件返工,相比化学退镀更节能、可控性更强。刻蚀与加工精密刻蚀:在电路板(PCB)制造中,通过电解腐蚀精确刻蚀铜箔,形成复杂的电路图案;也可用于金属标牌、模具的文字、图案雕刻,实现高...
- 天津低倍加热腐蚀制样设备厂家 2026-05-16
- 云南低倍组织热酸蚀腐蚀品牌好 2026-05-16
- 杭州电解抛光腐蚀多少钱一台 2026-05-16
- 浙江盐酸腐蚀哪个牌子好 2026-05-16
- 江苏盐酸腐蚀哪个牌子好 2026-05-16
- 河南盐酸腐蚀品牌有哪些 2026-05-15
- 云南晶间腐蚀厂家 2026-05-15
- 上海钢的检验腐蚀多少钱一台 2026-05-15
- 浙江阳极覆膜腐蚀制样设备厂家 2026-05-15
- 浙江阳极覆膜腐蚀价格多少 2026-05-15


- 山东钢的检验腐蚀制样设备厂家 2026-05-14
- 上海金属抛光腐蚀操作简单 2026-05-14
- 湖南电解腐蚀源头厂家 2026-05-14
- 四川晶间腐蚀哪个牌子好 2026-05-14
- 辽宁电解腐蚀操作简单 2026-05-14
- 湖南低倍加热腐蚀操作简单 2026-05-14


- 江苏盐酸腐蚀哪个牌子好 05-16
- 河南盐酸腐蚀品牌有哪些 05-15
- 云南晶间腐蚀厂家 05-15
- 上海钢的检验腐蚀多少钱一台 05-15
- 浙江阳极覆膜腐蚀制样设备厂家 05-15
- 浙江阳极覆膜腐蚀价格多少 05-15
- 江苏腐蚀制造厂商 05-15
- 天津电解抛光腐蚀公司 05-15
- 四川盐酸腐蚀厂家批发 05-15
- 无锡晶间腐蚀源头厂家 05-15