- 品牌
- MICROVU
- 型号
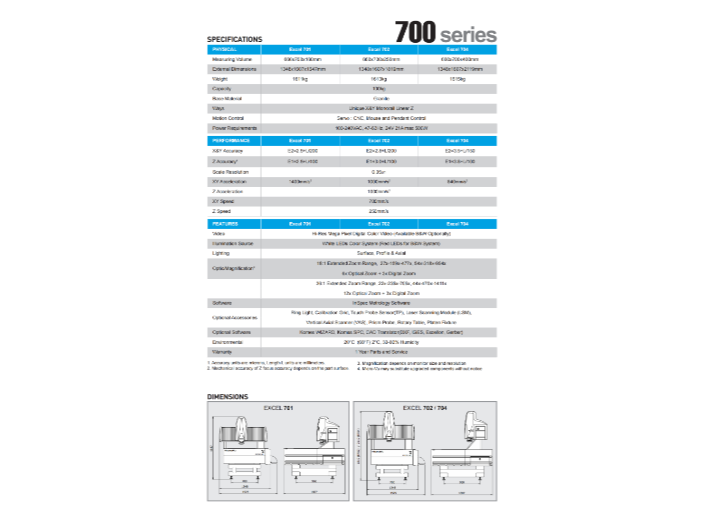
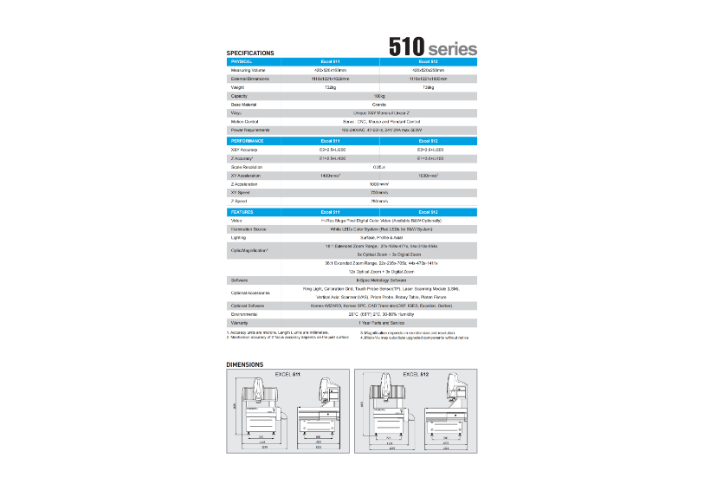
- EXCEL,VERTEX
- 操作方式
- 程序控制,遥杆控制,鼠标自动控制
- 测量行程
- 315*315*160
如何鉴定二次元影像测量仪质量?在对二次元影像测量仪的质量进行鉴别时,我们可以从以下三个方面来进行:1)要看仪器的影像画片是否清楚,黑白交界处是否清晰。2)用手稍微在机台旁边做震动动作,看看仪器的光栅尺数据会是多少,跑到的数据越大越不好,好的仪器在受较小震动后,跑一段数据后会归回到原来起点数据的。3)一定要看仪器的重复性好不好,这是决定这种精密仪器质量关键之一,各位朋友在选取购时一定要求销售商对同一产品部位的尺寸多次量测,而且还要用不同的方法量测,看的数据结果差多少。质量好的仪器,数据重复性肯定好,如果质量不好,测量100次可能就有100个不同数据。影像测量仪实现由点测量模式向整体测量模式的微型零件过渡。重庆影像测量仪作业流程

光学影像测量仪行业整体增长保持在20%以上。据国家发改委消息,今年前几个月光学影像测量仪及文办机械制造业投资额将达116亿元,同比增长39%。海关数据显示,光学影像测量仪一季度出口额为94.41亿美元,同比增长40.2%。一季度进口额179.70亿美元,同比增长35%。产量增长较快的产品有数码照相机、成分分析仪器、照相机,同比增长率分别为401%、3965%、3477%。虽然我国光学影像测量仪行业的整体技术水平与国外发达国家相比并不强,但近年来一些产品在国外的市场份额不断扩大。数据显示,去年我国仪器仪表行业交货值同比增长39.2%,出口值超过了总产值的四分之一。这些数据表明全行业的快速增长受出口拉动较为明显,但同时,国际市场的变化对全行业的影响也在加大。重庆影像测量仪作业流程影像测量仪其精度能在高速下达到微米级,这取决于其机器精度和软件。

接触式影像测量仪是针对机械业,是较大、较立体的工件,较硬的工件,需要3D组件的计算,可作3D坐标系统,可同时量5个面,需较长的学习时间,容易撞机,须有精密治具,二次元影像仪量测才会快,影像测量仪一次只能量一个工件,要量曲线,需搭配扫描式探头系统及软件,误差来源为二次元影像仪仪器及探头系统,探针为耗材。非接触式影像测量仪主要是针对电子业,需要放大量测的工件,是不可触摸的工件,需要大量量测,影像测量仪的坐标系统的设定较容易,一次只能量一面,程序较容易写,不易撞机,大量量测较快,可同时量多个工件,曲线的量测容易,(PROFILER软件)无法处理曲面的量测,误差来源为仪器本身,耗材只有灯泡。
二次元影像测量仪测量软件功能介绍。测量软件是影像测量仪非常关键的组成部分,离开测量软件,二次元影像测量仪将不能发挥出其强大的测量功能,这是每一台二次元影像测量仪不变的定理。而在不同的二元次影像仪中,所使用的软件也是不尽相同的,在二次元的这些软件中,有一款特别的软件,那就是影像测量仪的定制软件,它为二次元影像仪的测量提供了强大的支持。对于定制软件的应用,要根据二次元影像测量仪的实际情况来应用。现在,我们来了解它有哪些功能:1、影像测量仪的影像工具与公差组编辑功能;2、Inch与mm单位转换;3、二次元影像测量仪直交坐标仪与极坐标仪的变换功能;4、二次元影像仪可让用户自行定义的测定值计算功能与涵数功能;5、数字形式灵活,这便于光学测量仪使用SPC。影像测量仪当软件给出指令时,机器才能准确到达。
影像测量仪的误差来源。影像测量仪的测量是单轴、二维平面的测量、三维空间坐标的测量。测量时先对焦取点计算处理。对焦对准依靠光学系统,读数来自于标尺即光栅系统,还有一个直接影响测量效果和精度的照明光源,因为如果被测件不能被有效正确的照明的影像方法的测量的仪器,则测量的结果显然要偏离其真实尺寸。除前述因素外,制约测量精度不可忽视的因素也包括环境条件。于上述分析,可以归纳出以下几个方面的误差来源:1)光栅计数尺的误差;2)直线度、角摆在工作台移动时带来的误差;3)工作台两测量轴垂直度带来的误差;4)工作台面与显微镜光轴不垂直带来的误差;5)偏离校准要求的参考温度的测量室温度带来的误差;6)光源照明条件的变化带来的对准和对焦误差。影像测量仪的测量是单轴、二维平面的测量、三维空间坐标的测量。重庆影像测量仪作业流程
影像测量仪有效管理保证各轴稳定性。重庆影像测量仪作业流程
全自动影像测量仪操作方便。全自动影像测量仪具有高度智能化和自动化的特点,其精度能在高速下达到微米级,这取决于其机器精度和软件、软件、机器的数控精度的紧密结合,当软件给出指令时,机器才能准确到达。全自动影像测量仪可以单独轻松地学习操作人员的所有实际操作过程,并结合其自动对焦、区域选框、目标扫描、边缘提取、去除杂点的模糊操作,实现人工智能。全自动影像测量仪可以自动校正工件和行走位置差异引起的偏移,实现精确的选点。但是用手动图像测量仪对同一工件进行批量检测时,需要手动逐个定位。有时要摇几万圈,却只能完成几十个复杂工件的有限测量,效率低下。重庆影像测量仪作业流程
- 昆山MICROVU影像测量仪售后 2026-01-02
- 阳江影像测量仪介绍 2026-01-02
- 天津影像测量仪介绍 2026-01-02
- 浙江影像测量仪作业流程 2026-01-02
- 北京进口二次元影像测量仪作业流程 2026-01-01
- 常州原装进口影像测量仪维修 2026-01-01
- 昆山二次元影像测量仪技术支持 2026-01-01
- 成都非接触式影像测量仪作业流程 2026-01-01
- 南京进口二次元影像测量仪用途 2026-01-01
- 珠海进口三次元影像测量仪售卖 2025-12-31
- 苏州原装进口影像测量仪用途 2025-12-31
- 河北影像测量仪 2025-12-31